Ressources
Solution unique pour la fabrication de tôles et l'usinage CNC - Bergek CNC
Langue
Solution unique pour la fabrication de tôles et l'usinage CNC - Bergek CNC
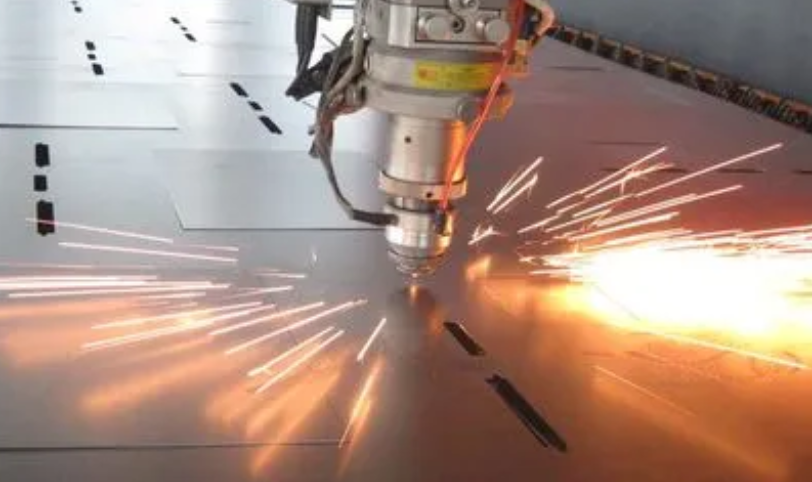
La raison pour laquelle la découpe au laser est largement utilisée sur le marché est que la technologie est très simple dans la pratique.Procédés de découpe laserutiliser un faisceau laser pour éclairer la surface de la pièce à décoller. Les avantages et les caractéristiques de cette méthode de traitement sont très évidents, introduisons les avantages et les caractéristiques dejetraitement de coupe aserproduits en détail :
La raison pour laquelledécoupe au laser est largement utilisé sur le marché est que le la technologie est très simple dans la pratique.Procédés de découpe laser utiliser un rayon laser briller sur la surface de la pièce à décoller. Les avantages et caractéristiques de cette méthode de traitement sont très évidentes, introduisons les avantages et caractéristiques detraitement de découpe au laser produits en détail:
Avantage un : précision de traitement élevée et vitesse de coupe rapide. Dans le traitement réel et processus de production, nous constaterons que l'usinage la précision est très élevée et l'ensemble du processus de coupe est très rapide. La les avantages de la transformation et de la production de produits de haute qualité sont plus évidents, et l'apparence est plus lisse et plus propre.
Avantage deux : la composition automatique peut économiser du matériel. Le choix du laser le traitement de coupe est également dû au fait qu'il ne se limite pas aux modèles de coupe. Tu peut maintenant utiliser la composition automatique pour économiser du matériel. Toute la surface de coupe est très lisse et propre, et le coût de traitement est faible. C'est un facteur important que beaucoup de gens choisiront.
Toutes sortes de résumé des connaissances techniques de soudage, 10 minutes à compléter
Le soudage fait généralement référence au soudage des métaux. Un processus de formage dans lequel deux objets distincts sont reliés par une force de liaison interatomique produit par chauffage ou pression, ou les deux.
La technologie de soudage est largement utilisée dans la fabrication de machines, la construction navale l'industrie, l'ingénierie de la construction, la production d'équipements électriques, l'aviation et l'industrie aérospatiale. La technologie de soudage présente également certaines lacunes, telles que la structure de soudage ne peut pas être démontée, ce qui gêne maintenance; Il y aura des contraintes de soudage et des déformations dans le soudage structure. La microstructure et les propriétés des joints soudés ne sont souvent pas uniforme et des défauts de soudure se produiront.
Soudage de tôle la technologie comprend principalement le soudage par fusion, le soudage sous pression et le brasage trois catégories. Ce qui suit est une introduction à plusieurs soudage technique :
01. Soudage à l'arc
La technologie de soudage à l'arc est divisée en soudage à l'arc manuel, arc submergé soudage, soudage à l'arc sous protection gazeuse de tungstène, arc sous protection gazeuse à électrode de fusion Soudage, soudage à l'arc plasma, soudage à l'arc à fil tubulaire et six autres soudages méthodes, ce qui suit est l'introduction de ces six soudures différentes méthodes :
Soudage manuel
Le soudage à l'arc manuel est l'une des méthodes de soudage les plus anciennes et les plus largement utilisées parmi toutes sortes de méthodes de soudage à l'arc. Il utilise une électrode enrobée comme l'électrode et le métal d'apport, et l'arc est brûlé entre l'extrémité du l'électrode et la surface du soudeur.
D'une part, le revêtement peut produire du gaz pour protéger l'arc sous le l'action de la chaleur de l'arc, et d'autre part, il peut produire des scories pour couvrir le surface du bain de fusion pour empêcher l'interaction entre le métal en fusion et le gaz environnant. Le rôle le plus important des scories est de produire des et des réactions chimiques avec du métal fondu ou ajouter des éléments d'alliage pour améliorer énergie du métal fondu.
L'équipement de soudage à l'arc manuel est simple, léger et flexible. Ça peut être utilisé pour souder des joints courts dans l'entretien et l'assemblage, en particulier pour pièces à souder en tôle qui sont difficiles à atteindre. Soudage à l'arc manuel avec le l'électrode correspondante peut être appliquée à la plupart des aciers au carbone industriels, acier inoxydable, fonte, cuivre, aluminium, nickel et leurs alliages.
2. Soudage à l'arc submergé
Le soudage à l'arc submergé est une sorte de méthode de soudage à l'électrode de fusion dans laquelle l'arc est caché sous la couche de flux et le flux granulaire est la protection moyen. Le processus de soudage du soudage à l'arc submergé se compose de trois liens:
Dans l'assemblage soudé à souder, le joint est empilé uniformément suffisamment de flux granulaire → la buse conductrice et la soudure sont connectées à l'alimentation de soudage de deux étapes pour générer l'arc de soudage → alimenter automatiquement le fil et déplacer le soudage à l'arc.
Le soudage à l'arc submergé a les caractéristiques d'une performance d'arc unique, le intensité de champ électrique élevée de la colonne d'arc et efficacité de production élevée. La le flux participe à la réaction métallurgique, Si et Mn sont réduits, et une partie C est brûlé, limitant les impuretés S et P en H et empêchant les pores d'hydrogène.
En raison de sa grande profondeur de pénétration, de sa productivité élevée et de son haut degré de fonctionnement mécanique, le soudage à l'arc submergé convient au soudage de longues soudures de structures en plaques d'épaisseur moyenne. Il est largement utilisé dans la construction navale, les chaudières et récipients sous pression, ponts, machines en surpoids, structures de centrales nucléaires, Structures marines, armes et autres secteurs manufacturiers. C'est l'un des méthodes de soudage les plus couramment utilisées dans la production de soudage d'aujourd'hui.
En plus de la connexion de composants dans des structures métalliques, immergées le soudage à l'arc peut également être utilisé pour la surface d'un alliage résistant à l'usure ou à la corrosion couches à la surface du métal de base. Avec le développement du soudage technologie de la métallurgie et technologie de production de matériel de soudage, les matériaux pouvant être soudées par soudage à l'arc submergé ont été développées à partir de carbone acier de construction à acier de construction faiblement allié,acier inoxydable, résistant à la chaleur acier et certains métaux non ferreux, tels que l'alliage à base de nickel, l'alliage de titane, alliage de cuivre, etc.

3. Soudage à l'arc sous protection gazeuse de tungstène
Il s'agit d'un soudage à l'arc sous protection gazeuse sans fusion, qui est l'utilisation de l'arc entre le pôle de tungstène et la pièce pour faire fondre le métal et former une soudure. Tungstène est extrêmement difficile à fondre pendant le soudage et n'agit que comme une électrode. Au En même temps, de l'argon ou de l'hélium gazeux est introduit dans la buse de la torche de soudage pour protection.
Du métal supplémentaire peut être ajouté au besoin. Dans l'international communément connu sous le nom de soudage TIG. Le soudage à l'arc sous protection gazeuse au tungstène est un excellent moyen de connecter la tôle à décevante en raison de son excellent contrôle de la chaleur saisir.
Cette méthode peut être utilisée pour assembler presque tous les métaux, en particulier l'aluminium et le magnésium, qui forme des oxydes réfractaires, et des métaux réactifs comme le titane et le zirconium. La qualité de la soudure de cette méthode de soudage est élevée, mais la soudure la vitesse est lente par rapport à un autre soudage à l'arc.
4. Soudage à l'arc sous protection Mig
Le soudage à l'arc sous protection gazeuse au pôle de fusion (GMAG) appartient au soudage par fusion méthode avec l'arc comme source de chaleur, l'arc est établi en continu alimenter le fil de soudage et le bain de fusion entre le métal du fil en fusion et le bain de fusion mixte de métaux de base dans la source de chaleur à arc retiré après le cristallisation de la soudure et la séparation du métal de base à travers le voie métallurgique connectée.
Lors du soudage au CO2, le CO2 se décomposera en CO, O2 et O sous l'action de haute température de l'arc. Dans les conditions de soudage, le CO est insoluble dans le métal et ne participe pas à la réaction, alors que CO2 et O ont une forte oxydation, qui oxyde Fe et d'autres éléments d'alliage.
Désoxydation et alliage des métaux fondus. Habituellement, une certaine quantité de le désoxydant est ajouté au fil de soudure pour la désoxygénation, en plus, le le désoxydant restant est laissé dans la soudure en tant qu'éléments d'alliage pour compenser le perte de brûlure d'oxydation et assurer les exigences de composition chimique de la soudure.
À l'heure actuelle, le soudage au gaz CO2 est largement utilisé dans la fabrication de locomotives, construction navale, fabrication automobile, fabrication de machines pour l'extraction du charbon et d'autres domaines. Convient pour le soudage d'acier à faible teneur en carbone, d'acier faiblement allié, faiblement allié acier à haute résistance, mais ne convient pas au soudage de métaux non ferreux, inoxydable acier. Bien qu'il ait été démontré que le soudage au gaz CO2 peut être utilisé pour l'acier inoxydable soudage de l'acier, ce n'est pas le premier choix pour le soudage de l'acier inoxydable.
5. Attendre le soudage à l'arc
La buse de refroidissement par eau et d'autres mesures peuvent réduire la zone de la colonne d'arc la section transversale, la température de l'arc, la densité d'énergie et la vitesse du plasma sont considérablement augmenté, cette compression de colonne d'arc avec des contraintes externes appelé arc plasma.
L'arc plasma est une forme spéciale d'arc, est une sorte d'arc à haute énergie densité, et est toujours un phénomène conducteur de gaz. Le soudage à l'arc plasma est un méthode de chauffage et de fusion de la pièce et du métal de base en utilisant la chaleur de arc plasma.
Le soudage à l'arc plasma est largement utilisé dans la production industrielle, en particulier dans le soudage de cuivre et alliage de cuivre, titane et alliage de titane, acier allié, acier inoxydable, molybdène et autres métaux utilisés dans le domaine militaire et de pointe technologies industrielles telles que l'aérospatiale, telles que le boîtier de missile en titane alliage, certains conteneurs à parois minces dans les avions, etc.
6. Soudage à l'arc à fil tubulaire
Le soudage à l'arc à fil tubulaire consiste également à utiliser une alimentation continue dans le fil et la pièce entre l'arc brûlant comme source de chaleur pour le soudage peut être considéré comme un type de soudage au gaz à électrode de fusion. Les fils utilisés sont des tubes contenant le flux de divers composants.
Pendant le soudage, un gaz protecteur, principalement du CO2, est appliqué. Lorsque le flux est décomposé ou fondu par la chaleur, il joue le rôle de protection anti-scorification, alliage infiltration et stabilisation de l'arc. En plus des avantages ci-dessus de l'arc soudage avec du gaz d'électrode fondu, le soudage à l'arc tubulaire a plus d'avantages dans métallurgie due à l'effet du flux dans le tube.
Le soudage à l'arc à fil tubulaire peut être appliqué au soudage de divers joints de la plupart des métaux ferreux. Le soudage à l'arc à fil tubulaire a été largement utilisé dans certains pays industriellement avancés. Le « fil tubulaire » est maintenant connu sous le nom de « fil fourré » fil".
02, soudage
1. La soudure
Le soudage au gaz est une méthode de soudage par fusion qui utilise la chaleur générée par brûler du gaz combustible dans de l'oxygène pour faire fondre le lieu de soudage du métal de base et réaliser la connexion. Le gaz le plus utilisé est l'acétylène comme carburant oxygène - flamme d'acétylène.
L'équipement est simple et facile à utiliser, mais la vitesse de chauffage et la productivité du soudage au gaz est faible, la zone affectée par la chaleur est grande et il est facile à provoquer de grandes déformations. Le soudage au gaz peut être utilisé pour de nombreux ferreux métaux, métaux non ferreux et soudage d'alliages.
La température de la flamme de soudage au gaz est basse, la vitesse de chauffage est lente, le chauffage La zone est large, la zone affectée par la chaleur de soudage est large, la déformation de soudage est grand, et dans le processus de soudage, le métal en fusion est mal protégé, le soudage la qualité n'est pas facile à garantir, donc son application a été peu nombreuse. Cependant, le gaz le soudage a les caractéristiques de l'absence d'alimentation électrique, d'un équipement simple, d'un faible coût, mouvement pratique et grande polyvalence, il a donc une valeur pratique sur occasions sans alimentation électrique et travail sur le terrain.
À l'heure actuelle, il est principalement utilisé pour le soudage de tôles d'acier minces (épaisseur de 0,5 ~ 3mm), cuivre et alliage de cuivre, et soudage de réparation de fonte.
2. Soudage à pression d'air
Soudage sous pression de gaz et soudage au gaz, soudage sous pression de gaz également à la flamme comme source de chaleur. Lors du soudage, les extrémités des deux pièces bout à bout sont chauffées à une certaine température, puis une pression suffisante est appliquée pour obtenir un articulation ferme. C'est un soudage en phase solide. Soudage pneumatique sans métal d'apport est souvent utilisé dans le soudage des rails et le soudage de l'acier.
3. Soudage sous laitier électroconducteur
Le soudage sous laitier est une méthode de soudage basée sur la chaleur de résistance de scories fondues. Le processus de soudage est effectué dans le soudage vertical position, dans l'interstice d'assemblage formé par les deux faces d'extrémité de la pièce et les deux côtés des glissières en cuivre refroidies à l'eau. Pendant le soudage, la fin de la la pièce est fondue par la chaleur de résistance générée par le courant à travers le scories. Selon la forme des électrodes utilisées dans le soudage, le soudage sous laitier électroconducteur peut être divisé en soudage au laitier électro-filaire, soudage au laitier électro-plaque et pointe électro-scorie de soudage.
Dans le processus de soudage du soudage sous laitier électrolytique, à l'exception du processus à l'arc dans l'étape de début, le reste sont des procédés stables d'électroscories, qui sont fondamentalement différent du soudage à l'arc submergé.
L'épaisseur de la pièce soudable est importante (de 30 mm à plus de 1000 mm), et la productivité est élevée. Principalement utilisé dans les joints bout à bout de section et les joints en T soudage. Le soudage sous laitier peut être utilisé pour souder diverses structures en acier, et peut également être utilisé pour le soudage de pièces moulées. Le joint soudé sous laitier électroconducteur a une lenteur chauffage et refroidissement, large zone affectée par la chaleur, et épais et résistant microstructure, il doit donc être normalisé après le soudage.
Cependant, en raison du grand bain de fusion et de la lenteur du chauffage et du refroidissement, il est facile de surchauffer et former une structure grossière dans la soudure et la zone affectée par la chaleur, de sorte le soudage sous laitier électroconducteur est généralement traité en normalisant après le soudage à éliminer le cristal grossier dans le joint. Le soudage sous laitier électrique est toujours effectué par soudage vertical, pas de soudage à plat, le soudage sous laitier ne convient pas pour l'épaisseur de la pièce inférieure à 30 mm, la soudure ne doit pas être trop long.
4. Soudage par faisceau d'électrons
Le soudage par faisceau d'électrons (E-beam) est une méthode de soudage par l'énergie thermique généré lorsqu'un faisceau d'électrons concentré à grande vitesse bombarde la pièce surface. Lors du soudage par faisceau d'électrons, un faisceau d'électrons est généré et accélérée par un canon à électrons.
5. La soudure laser
Le soudage au laser est un procédé de soudage dans lequel un faisceau laser focalisé par une puissance élevée un flux de photons monochromatique cohérent est utilisé comme source de chaleur. Cette méthode de soudage comprend généralement le soudage au laser à puissance continue et le laser à puissance pulsée soudage.
L'avantage du soudage au laser est qu'il n'est pas nécessaire de l'effectuer dans un vide, mais l'inconvénient est que la pénétration n'est pas aussi forte que soudage par faisceau d'électrons. Le soudage au laser permet d'obtenir un contrôle précis de l'énergie, de sorte qu'il peut réaliser un soudage de micro-dispositif de précision. Il peut être appliqué à de nombreux métaux, en particulier pour résoudre le soudage de certains métaux difficiles et dissemblables métaux.
Le soudage au laser convient aux micro-pièces et d'autres méthodes de soudage sont difficile d'atteindre les pièces à souder, mais aussi à travers des matériaux transparents la soudure, la zone affectée par la chaleur et la déformation de soudure sont petites, particulièrement adapté au soudage de matériaux sensibles à la chaleur. Le laser n'est pas affecté par un champ électromagnétique, ne produit pas de rayons X, n'a pas besoin de vide protection, et peut être utilisé pour le soudage de grandes structures. La soudure au laser La technologie peut souder directement le conducteur isolant, sans dénuder le couche d'isolation à l'avance; Il peut également souder des matériaux différents avec de grandes différences de propriétés physiques.
L'équipement de soudage au laser est coûteux, le taux de conversion d'énergie est faible (5 % ~ 20 %), et les exigences de traitement, d'assemblage et de positionnement de l'interface des pièces de soudage sont très élevé, actuellement principalement utilisé dans l'industrie électronique et l'instrumentation l'industrie dans le soudage de microdispositifs, ainsi que la tôle d'acier au silicium, galvanisée soudage de tôles d'acier.
03, soudage sous pression
1. Soudage par résistance
Il s'agit d'une sorte de méthode de soudage utilisant la chaleur de résistance comme énergie, y compris Chaleur de résistance au laitier comme énergie Soudage au laitier électrolytique et soudage par résistance utilisant la chaleur de résistance solide comme énergie. Parce que le soudage sous laitier électrolytique a plus caractéristiques uniques, il est introduit plus tard. Ici présente principalement plusieurs types de chaleur de résistance solide comme soudage par résistance à l'énergie, principalement par points soudage, soudage à la molette, soudage convexe et soudage bout à bout.
Le soudage par résistance est une méthode de soudage qui transforme la pièce sous une certaine pression d'électrode et utilise la chaleur de résistance générée lorsque le le courant traverse la pièce pour faire fondre la surface de contact entre les deux pièces et réaliser la connexion. Habituellement, un courant plus important est utilisé.
Afin d'éviter la formation d'arc sur la surface de contact et de forger la soudure métal, une pression est toujours appliquée pendant le processus de soudage. Lors de l'exécution ce type de soudage par résistance, la bonne surface de la soudeuse est de primaire importance pour obtenir une qualité de soudage stable. Par conséquent, la surface de contact entre l'électrode et la pièce et la pièce doit être nettoyée avant soudage.
Dans l'automobile, les avions, les instruments, les appareils ménagers, la construction de les barres d'acier et d'autres industries sont largement utilisées et applicables à une large gamme des matériaux, mais le soudage par résistance métallique facile à oxyder est légèrement médiocre. Principalement utilisé pour le soudage de composants en plaques minces d'une épaisseur inférieure à 3 mm. Tous les types d'acier, d'aluminium, de magnésium et d'autres métaux non ferreux et leurs les alliages, l'acier inoxydable, etc. peuvent être soudés.
2. Le soudage par friction
Le soudage par friction est un soudage en phase solide avec de l'énergie mécanique. Il utilise le chaleur générée par le frottement mécanique entre deux surfaces pour relier les métaux. La chaleur du soudage par friction est concentrée à la surface du joint, de sorte que le la zone affectée par la chaleur est étroite. Une pression doit être appliquée entre les deux surfaces. Dans la plupart des cas, la pression est augmentée à la fin du chauffage, de sorte que le le métal chaud est lié par forgeage supérieur, et la surface de liaison n'est généralement pas fondu.
La productivité du soudage par friction est élevée, en principe presque tout le métal qui peut être forgé à chaud peut être soudé par friction. Le soudage par friction peut également être utilisé pour soudage de métaux différents. Pour être adapté à la section transversale de la circulaire pièce d'un diamètre maximum de 100 mm.
3. Le soudage diffusion
Le soudage par diffusion est une méthode de soudage en phase solide avec une énergie thermique indirecte comme énergie. Elle se fait généralement sous vide ou sous atmosphère protectrice. Pendant le soudage, les surfaces des deux soudeurs sont mises en contact et maintenues pendant un certain temps sous haute température et grande pression, de manière à atteindre le distance entre les atomes, et se combinent par simple diffusion mutuelle des atomes. Avant de souder, il est non seulement nécessaire de nettoyer l'oxyde et les autres impuretés sur la surface de la pièce, mais aussi la rugosité de la surface doit être inférieure à un certaine valeur pour assurer la qualité de soudage.
Soudage par diffusion sous la protection du vide ou de protection atmosphère, à une certaine température (inférieure au point de fusion du métal-mère) et les conditions de pression, rendent le contact mutuel de l'appartement lumineux et propre après soudure flux microplastique de surface et contact étroit, diffusion d'atomes, après longtemps, l'interface d'origine a disparu, méthode de soudage métallurgique collage.
Le soudage par diffusion a des exigences élevées en matière de traitement et de nettoyage de surface des soudures, temps de soudage long, faible productivité, coût élevé et équipement volumineux investissement. Le soudage entre des métaux dissemblables avec un grand point de fusion différences ou incompatibles métallurgiquement, soudage entre métaux et céramiques et soudage de pièces structurelles en titane, nickel et alliage d'aluminium. Elle ne s'applique pas seulement aux domaines technologiques de pointe tels que l'énergie atomique, l'industrie aérospatiale et électronique, mais également étendue aux machines générales industrie manufacturière.
Contactez-nous!
Bergek CNC est un prestataire de services de fabrication de classe mondiale basé à Shenzhen. Spécialisé dans l'usinage CNC et le traitement de la tôle, nous disposons d'équipements de pointe pour proposer une gamme complète de produits personnalisés aux fabricants du monde entier.
Si vous avez des questions, veuillez nous contacter.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Tous droits réservés.

