Tài nguyên
Giải pháp trọn gói cho gia công kim loại tấm và gia công CNC - Bergek CNC
Ngôn ngữ
Giải pháp trọn gói cho gia công kim loại tấm và gia công CNC - Bergek CNC
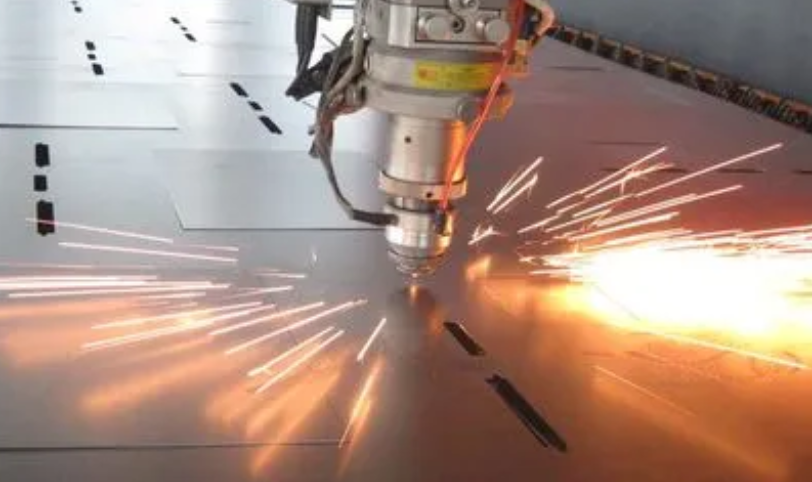
Lý do tại sao cắt laser được sử dụng rộng rãi trên thị trường là công nghệ rất đơn giản trong thực tế.Quy trình cắt laserdùng tia laze chiếu vào bề mặt phôi để phóng ra. Những ưu điểm và đặc điểm của phương pháp điều trị này là rất rõ ràng, hãy cùng chúng tôi giới thiệu những ưu điểm và đặc điểm củalgia công cắt asersản phẩm chi tiết:
Lý do tại saosự cắt bằng tia la-ze được sử dụng rộng rãi trên thị trường là công nghệ rất đơn giản trong thực tế.Quy trình cắt laser sử dụng một chùm tia laze để tỏa sáng trên bề mặt của phôi để giải phóng. Những lợi thế và đặc điểm của phương pháp điều trị này là rất rõ ràng, hãy để chúng tôi giới thiệu lợi thế và đặc điểm củagia công cắt laser sản phẩm trong chi tiết:
Ưu điểm một: độ chính xác xử lý cao và tốc độ cắt nhanh. bên trong quá trình xử lý và sản xuất thực tế, chúng ta sẽ thấy rằng việc gia công Độ chính xác rất cao và toàn bộ quá trình cắt diễn ra rất nhanh. Các lợi thế của sản xuất và chế biến sản phẩm chất lượng cao rõ ràng hơn, và sự xuất hiện mượt mà và sạch sẽ hơn.
Ưu điểm thứ hai: sắp chữ tự động có thể tiết kiệm vật liệu. Sự lựa chọn của tia laser gia công cắt cũng vì nó không bị giới hạn ở các mẫu cắt. Bạn bây giờ có thể sử dụng autotypesetting để tiết kiệm vật liệu. Toàn bộ bề mặt cắt rất mịn và sạch, và chi phí xử lý thấp. Đây là một yếu tố quan trọng mà nhiều người sẽ chọn.
Tất cả các loại tóm tắt kiến thức kỹ thuật hàn, 10 phút để hoàn thành
Hàn thường đề cập đến việc hàn các kim loại. Một quá trình hình thành trong đó hai vật riêng biệt được liên kết với nhau bằng một lực liên kết giữa các nguyên tử được sản xuất bằng cách nung nóng hoặc áp suất, hoặc cả hai.
Công nghệ hàn được sử dụng rộng rãi trong chế tạo máy, đóng tàu công nghiệp, kỹ thuật xây dựng, sản xuất thiết bị điện, hàng không, và ngành công nghiệp hàng không vũ trụ. Công nghệ hàn cũng có một số khuyết điểm, chẳng hạn như cấu trúc hàn không thể được tháo rời, mang lại sự bất tiện cho Sự bảo trì; Khi hàn sẽ có ứng suất hàn và biến dạng kết cấu. Cấu trúc vi mô và tính chất của các mối hàn thường không đồng nhất, và các khuyết tật hàn sẽ xảy ra.
Hàn kim loại tấm công nghệ chủ yếu có hàn nung chảy, hàn áp lực và hàn ba loại. Sau đây là giới thiệu về một số hàn kỹ thuật:
01. Hàn hồ quang
Công nghệ hàn hồ quang được chia thành hàn hồ quang tay, hồ quang chìm hàn, hàn hồ quang được che chắn bằng khí vonfram, hồ quang được bảo vệ bằng khí điện cực nóng chảy hàn, hàn hồ quang plasma, hàn hồ quang dây hình ống, và sáu loại hàn khác sau đây là phần giới thiệu của sáu phương pháp hàn khác nhau này phương pháp:
Hàn thủ công
Hàn hồ quang tay là một trong những phương pháp hàn sớm nhất và được sử dụng rộng rãi nhất trong số các loại phương pháp hàn hồ quang. Nó sử dụng một điện cực được phủ làm điện cực và kim loại phụ, và hồ quang được đốt cháy giữa phần cuối của điện cực và bề mặt của thợ hàn.
Một mặt, lớp phủ có thể tạo ra khí để bảo vệ hồ quang dưới tác động của nhiệt hồ quang, và mặt khác, nó có thể tạo ra xỉ để bao phủ bề mặt của bể nóng chảy để ngăn chặn sự tương tác giữa kim loại nóng chảy và khí xung quanh. Vai trò quan trọng hơn của xỉ là sản xuất vật chất và phản ứng hóa học với kim loại nóng chảy hoặc thêm các nguyên tố hợp kim để cải thiện năng lượng kim loại hàn.
Thiết bị hàn hồ quang tay rất đơn giản, nhẹ nhàng và hoạt động linh hoạt. Nó có thể được sử dụng để hàn các mối nối ngắn trong bảo trì và lắp ráp, đặc biệt là bộ phận hàn kim loại tấm khó tiếp cận. Hàn hồ quang tay với điện cực tương ứng có thể được áp dụng cho hầu hết thép cacbon công nghiệp, thép không gỉ, gang, đồng, nhôm, niken và hợp kim của chúng.
2. Hàn hồ quang chìm
Hàn hồ quang chìm là một loại phương pháp hàn điện cực nóng chảy trong đó hồ quang ẩn dưới lớp thông lượng và thông lượng dạng hạt là lớp bảo vệ vừa phải. Quá trình hàn của hàn hồ quang chìm bao gồm ba liên kết:
Trong mối hàn được hàn, đường hàn được xếp đều nhau đủ thông lượng dạng hạt & rarr; vòi dẫn điện và mối hàn được kết nối với nguồn điện hàn của hai các giai đoạn để tạo ra hồ quang hàn → tự động cấp vào dây và di chuyển hàn hồ quang.
Hàn hồ quang chìm có các đặc điểm của hiệu suất hồ quang độc đáo, cường độ điện trường cao của cột hồ quang, và hiệu quả sản xuất cao. Các thông lượng tham gia phản ứng luyện kim, Si và Mn bị khử, và một phần C bị đốt cháy, hạn chế tạp chất S, P thành H và ngăn cản hiđro.
Bởi vì độ sâu thâm nhập lớn của nó, năng suất cao và mức độ cao hoạt động cơ học, hàn hồ quang chìm thích hợp hàn các mối hàn dài cấu trúc tấm dày trung bình. Nó được sử dụng rộng rãi trong đóng tàu, nồi hơi và bình chịu áp lực, Cầu, máy móc quá tải, cấu trúc nhà máy điện hạt nhân, Các công trình biển, vũ khí và các lĩnh vực sản xuất khác. Nó là một trong các phương pháp hàn được sử dụng phổ biến nhất trong sản xuất hàn hiện nay.
Ngoài việc kết nối các thành phần trong kết cấu kim loại, chìm Hàn hồ quang cũng có thể được sử dụng để mài mòn bề mặt - hoặc hợp kim chống ăn mòn các lớp trên bề mặt của kim loại cơ bản. Với sự phát triển của hàn công nghệ luyện kim và công nghệ sản xuất vật liệu hàn, vật liệu có thể hàn bằng cách hàn hồ quang chìm đã được phát triển từ cacbon thép kết cấu đến thép kết cấu hợp kim thấp,thép không gỉ, chống nóng thép và một số kim loại màu, chẳng hạn như hợp kim cơ bản niken, hợp kim titan, hợp kim đồng, v.v.

3. Hàn hồ quang được che chắn bằng khí vonfram
Đây là hàn hồ quang được che chắn bằng khí không nóng chảy, là việc sử dụng hồ quang giữa cực vonfram và phôi để làm nóng chảy kim loại và tạo thành mối hàn. Vonfram cực kỳ khó nóng chảy trong quá trình hàn và chỉ hoạt động như một điện cực. Tại đồng thời, khí argon hoặc heli được đưa vào vòi phun của mỏ hàn để sự bảo vệ.
Có thể bổ sung thêm kim loại theo yêu cầu. Trong phạm vi quốc tế, thông thường được gọi là hàn TIG. Hàn hồ quang được che chắn bằng khí vonfram là một cách tuyệt vời để kết nối kim loại tấm với giá đỡ vì khả năng kiểm soát nhiệt tuyệt vời của nó đầu vào.
Phương pháp này có thể được sử dụng để nối hầu hết các kim loại, đặc biệt là nhôm và magiê, tạo thành oxit chịu lửa và kim loại phản ứng như titan và zirconium. Chất lượng mối hàn của phương pháp hàn này cao, nhưng mối hàn tốc độ chậm so với hàn hồ quang khác.
4. Mig che chắn hàn hồ quang
Hàn hồ quang được che chắn bằng khí cực nóng chảy (GMAG) thuộc loại hàn nóng chảy phương pháp với hồ quang là nguồn nhiệt, hồ quang được thiết lập liên tục đưa vào dây hàn và vũng nóng chảy giữa kim loại dây nóng chảy và bể nóng chảy hỗn hợp kim loại cơ bản trong nguồn nhiệt hồ quang được loại bỏ sau khi sự kết tinh của mối hàn và sự phân tách của kim loại cơ bản thông qua cách kết nối luyện kim.
Trong quá trình hàn CO2, CO2 sẽ phân hủy thành CO, O2, O dưới tác dụng của nhiệt độ cao hồ quang. Ở điều kiện hàn, CO không hòa tan trong kim loại và không tham gia phản ứng, còn CO2 và O có tính oxi hóa mạnh, trong đó oxi hóa Fe và các nguyên tố hợp kim khác.
Khử oxy và tạo hợp kim của kim loại mối hàn. Thông thường, một số lượng nhất định chất khử oxy được thêm vào dây hàn để khử oxy, ngoài ra, chất khử oxy còn lại được để lại trong mối hàn như các nguyên tố hợp kim để tạo ra quá trình cháy mất oxy hóa và đảm bảo các yêu cầu về thành phần hóa học mối hàn.
Hiện nay, hàn khí CO2 được sử dụng rộng rãi trong sản xuất đầu máy, đóng tàu, sản xuất ô tô, sản xuất máy móc khai thác than, và các lĩnh vực khác. Thích hợp để hàn thép cacbon thấp, thép hợp kim thấp, hợp kim thấp thép cường độ cao, nhưng không thích hợp để hàn kim loại màu, không gỉ Thép. Mặc dù nó đã được chứng minh rằng hàn khí CO2 có thể được sử dụng cho không gỉ hàn thép, nó không phải là sự lựa chọn đầu tiên để hàn thép không gỉ.
5. Chờ hàn hồ quang
Vòi làm mát bằng nước và các biện pháp khác có thể làm giảm diện tích cột hồ quang diện tích mặt cắt ngang, nhiệt độ hồ quang, mật độ năng lượng và vận tốc plasma là tăng đáng kể, nén cột hồ quang này với các ràng buộc bên ngoài gọi là hồ quang plasma.
Hồ quang plasma là một dạng đặc biệt của hồ quang, là một dạng hồ quang có năng lượng cao mật độ, và vẫn là một hiện tượng dẫn khí. Hàn hồ quang plasma là một phương pháp gia nhiệt và nấu chảy phôi và kim loại cơ bản bằng cách sử dụng nhiệt của hồ quang plasma.
Hàn hồ quang plasma được sử dụng rộng rãi trong sản xuất công nghiệp, đặc biệt là trong hàn đồng và hợp kim đồng, titan và hợp kim titan, thép hợp kim, thép không gỉ, molypden và các kim loại khác được sử dụng trong quân sự và các kim loại tiên tiến công nghệ công nghiệp như hàng không vũ trụ, chẳng hạn như vỏ tên lửa bằng titan hợp kim, một số thùng chứa thành mỏng trên máy bay, v.v.
6. Hàn hồ quang dây hình ống
Hàn hồ quang dây hình ống cũng là việc sử dụng nguồn cấp dữ liệu liên tục vào dây và phôi giữa hồ quang đang cháy như một nguồn nhiệt để hàn có thể được coi như một kiểu hàn khí điện cực nóng chảy. Dây được sử dụng là ống chứa thông lượng của các thành phần khác nhau.
Trong quá trình hàn, một loại khí bảo vệ, chủ yếu là CO2, được áp dụng. Khi từ thông là bị phân hủy hoặc nóng chảy bởi nhiệt, nó đóng vai trò bảo vệ xỉ, hợp kim thẩm thấu và ổn định hồ quang. Ngoài những ưu điểm trên của hồ quang hàn với khí điện cực nóng chảy, hàn hồ quang dạng ống có nhiều ưu điểm hơn trong luyện kim do tác dụng của từ thông trong ống.
Hàn hồ quang dây hình ống có thể được áp dụng để hàn các mối nối khác nhau của hầu hết các kim loại đen. Hàn hồ quang dây hình ống đã được sử dụng rộng rãi trong một số các nước tiên tiến về công nghiệp. "Dây hình ống" hiện được gọi là "dây thông lượng dây điện".
02, hàn
1. Hàn
Hàn khí là một phương pháp hàn nhiệt hạch sử dụng nhiệt được tạo ra bởi đốt khí cháy trong oxy để làm nóng chảy chỗ hàn kim loại cơ bản và nhận ra kết nối. Được sử dụng nhiều nhất là khí axetylen làm nhiên liệu ôxy - ngọn lửa axetilen.
Thiết bị đơn giản và dễ vận hành, nhưng tốc độ làm nóng và năng suất hàn khí thấp, vùng ảnh hưởng nhiệt lớn, dễ gây biến dạng lớn. Hàn khí có thể được sử dụng cho nhiều kim loại màu kim loại, kim loại màu và hàn hợp kim.
Nhiệt độ ngọn lửa hàn khí thấp, tốc độ gia nhiệt chậm, làm nóng vùng rộng, vùng ảnh hưởng nhiệt hàn rộng, biến dạng hàn lớn, và trong quá trình hàn, kim loại nóng chảy được bảo vệ kém, hàn chất lượng không dễ đảm bảo nên ứng dụng của nó rất ít. Tuy nhiên, khí hàn có đặc điểm là không cần nguồn điện, thiết bị đơn giản, chi phí thấp, di chuyển thuận tiện và tính linh hoạt mạnh mẽ, vì vậy nó có giá trị thực tế trên những trường hợp không có nguồn điện và đi thực địa.
Hiện nay, nó chủ yếu được sử dụng để hàn các tấm thép mỏng (độ dày 0,5 ~ 3mm), đồng và hợp kim đồng, và hàn sửa chữa gang.
2. Hàn áp lực khí
Hàn áp suất khí và hàn khí, hàn áp suất khí cũng ngọn lửa như nguồn nhiệt. Trong quá trình hàn, các đầu của hai miếng đối đầu được đốt nóng đến một nhiệt độ nhất định, và sau đó áp dụng đủ áp suất để thu được khớp chắc chắn. Nó là một pha rắn hàn. Hàn khí nén không có kim loại phụ thường được sử dụng trong hàn đường sắt và hàn thép.
3. Hàn điện cực
Hàn điện cực là một phương pháp hàn dựa trên nhiệt điện trở của xỉ nóng chảy. Quá trình hàn được thực hiện trong mối hàn dọc vị trí, trong khe hở lắp ráp được tạo thành bởi hai mặt cuối phôi và cả hai hai bên của các thanh trượt bằng đồng làm mát bằng nước. Trong quá trình hàn, kết thúc của phôi bị nóng chảy bởi nhiệt điện trở được tạo ra bởi dòng điện qua xỉ. Theo hình dạng của điện cực được sử dụng trong hàn, hàn điện cực có thể được chia thành hàn điện xỉ dây, hàn điện xỉ tấm, và đầu hàn xỉ điện.
Trong quá trình hàn của hàn điện xỉ, ngoại trừ quá trình hồ quang trong giai đoạn đầu, phần còn lại là các quá trình điện tử ổn định, là khác cơ bản với hàn hồ quang chìm.
Độ dày phôi hàn lớn (từ 30mm đến hơn 1000mm), và năng suất cao. Chủ yếu được sử dụng trong phần khớp nối đối đầu và khớp chữ T hàn. Hàn điện tử có thể được sử dụng để hàn các kết cấu thép khác nhau, và cũng có thể được sử dụng để hàn đúc. Mối hàn điện tử có tốc độ chậm sưởi ấm và làm mát, vùng ảnh hưởng nhiệt rộng, dày và dai cấu trúc vi mô, vì vậy nó cần được thường hóa sau khi hàn.
Tuy nhiên, do vũng hàn lớn, quá trình gia nhiệt và làm mát chậm nên dễ làm quá nóng và hình thành cấu trúc thô trong mối hàn và vùng ảnh hưởng nhiệt, vì vậy hàn điện tử thường được xử lý bằng cách thường hóa sau khi hàn loại bỏ tinh thể thô trong khớp. Hàn điện tử luôn được mang theo hàn dọc, không hàn phẳng, hàn điện không phù hợp đối với độ dày của phôi dưới 30mm, mối hàn không được quá Dài.
4. Hàn chùm tia điện tử
Hàn chùm tia điện tử (chùm tia E) là một phương pháp hàn bằng năng lượng nhiệt được tạo ra khi một chùm tia điện tử tốc độ cao tập trung bắn phá phôi mặt. Trong quá trình hàn chùm điện tử, một chùm điện tử được tạo ra và được gia tốc bằng súng điện tử.
5. Hàn laser
Hàn laser là một quá trình hàn trong đó một chùm tia laser hội tụ bởi công suất cao dòng photon đơn sắc kết hợp được dùng làm nguồn nhiệt. Phương pháp hàn này thường bao gồm hàn laser công suất liên tục và laser công suất xung hàn.
Ưu điểm của hàn laser là không cần thực hiện trong chân không, nhưng nhược điểm là sự thâm nhập không mạnh bằng hàn chùm tia điện tử. Hàn laser có thể đạt được kiểm soát năng lượng chính xác, vì vậy nó có thể nhận ra hàn thiết bị vi mô chính xác. Nó có thể được áp dụng cho nhiều kim loại, đặc biệt là để giải quyết việc hàn một số kim loại khó và không giống nhau kim loại.
Hàn laser thích hợp cho các bộ phận vi mô và các phương pháp hàn khác là khó tiếp cận các bộ phận hàn mà còn thông qua các vật liệu trong suốt hàn, vùng ảnh hưởng nhiệt và biến dạng hàn nhỏ, đặc biệt thích hợp cho việc hàn các vật liệu nhạy cảm với nhiệt. Tia laser không bị ảnh hưởng bằng điện từ trường, không tạo ra tia X, không cần chân không bảo vệ, và có thể được sử dụng để hàn kết cấu lớn. Hàn laser công nghệ có thể hàn trực tiếp dây dẫn cách điện mà không cần tước lớp cách nhiệt trước; Nó cũng có thể hàn các vật liệu khác nhau với sự khác nhau về tính chất vật lý.
Thiết bị hàn laser đắt tiền, tỷ lệ chuyển đổi năng lượng thấp (5% ~ 20%) và các yêu cầu về xử lý, lắp ráp và định vị giao diện bộ phận hàn là rất cao, hiện chủ yếu được sử dụng trong ngành công nghiệp điện tử và dụng cụ ngành công nghiệp hàn microdevice, cũng như tấm thép silicon, mạ kẽm hàn thép tấm.
03, hàn áp lực
1. Điện trở hàn
Đây là một loại phương pháp hàn sử dụng nhiệt điện trở làm năng lượng, bao gồm nhiệt kháng xỉ như hàn điện xỉ năng lượng và hàn điện trở sử dụng nhiệt điện trở rắn làm năng lượng. Vì hàn điện xỉ có nhiều đặc điểm độc đáo, nó được giới thiệu sau. Ở đây chủ yếu giới thiệu một số các loại nhiệt điện trở rắn như hàn điện trở năng lượng, chủ yếu là tại chỗ hàn, hàn đường nối, hàn lồi và hàn đối đầu.
Hàn điện trở là một phương pháp hàn làm cho phôi dưới một áp suất điện cực nhất định và sử dụng nhiệt điện trở được tạo ra khi dòng điện đi qua phôi làm nóng chảy bề mặt tiếp xúc giữa hai phôi và nhận ra kết nối. Thông thường, một dòng điện lớn hơn được sử dụng.
Để ngăn ngừa hồ quang trên bề mặt tiếp xúc và để rèn mối hàn kim loại, áp lực luôn được đặt trong quá trình hàn. Khi thực hiện loại hàn điện trở này, bề mặt tốt của thợ hàn là loại chính tầm quan trọng để có được chất lượng hàn ổn định. Do đó, bề mặt tiếp xúc giữa điện cực và phôi và phôi phải được làm sạch trước khi hàn.
Trong ô tô, máy bay, dụng cụ, thiết bị gia dụng, xây dựng thép thanh và các ngành công nghiệp khác được sử dụng rộng rãi và áp dụng cho nhiều loại bằng vật liệu, nhưng kim loại dễ bị oxi hóa, khả năng hàn điện trở hơi kém. Chủ yếu được sử dụng để hàn các thành phần tấm mỏng có độ dày dưới 3mm. Tất cả các loại thép, nhôm, magiê, và các kim loại màu khác và hợp kim, thép không gỉ, vv có thể được hàn.
2. Hàn ma sát
Hàn ma sát là hàn pha rắn có năng lượng cơ học. Nó sử dụng nhiệt sinh ra do ma sát cơ học giữa hai bề mặt để kết nối các kim loại. Nhiệt của hàn ma sát tập trung ở bề mặt mối nối, do đó vùng ảnh hưởng nhiệt hẹp. Giữa hai bề mặt phải có áp lực. Trong hầu hết các trường hợp, áp suất được tăng lên khi kết thúc quá trình đốt nóng, do đó kim loại nóng được liên kết bằng cách rèn đỉnh, và bề mặt liên kết thường không tan chảy.
Năng suất hàn ma sát cao, về nguyên tắc hầu như tất cả các kim loại có thể được rèn nóng có thể được hàn ma sát. Hàn ma sát cũng có thể được sử dụng cho hàn kim loại khác nhau. Để phù hợp với mặt cắt của hình tròn phôi có đường kính tối đa 100mm.
3. Hàn khuếch tán
Hàn khuếch tán là phương pháp hàn pha rắn với nhiệt năng gián tiếp như năng lượng. Nó thường được thực hiện trong chân không hoặc trong môi trường bảo vệ. Trong quá trình hàn, bề mặt của hai vật hàn được tạo ra để tiếp xúc và giữ cho một thời gian nhất định dưới nhiệt độ cao và áp suất lớn, để đạt được khoảng cách giữa các nguyên tử, và kết hợp thông qua sự khuếch tán lẫn nhau đơn giản của các nguyên tử. Trước khi hàn, không chỉ cần làm sạch oxit và các tạp chất khác. trên bề mặt phôi, nhưng độ nhám bề mặt cũng phải thấp hơn a giá trị nhất định để đảm bảo chất lượng hàn.
Hàn khuếch tán dưới sự bảo vệ của chân không hoặc bảo vệ khí quyển, đến một nhiệt độ nhất định (thấp hơn nhiệt độ nóng chảy của kim loại mẹ) và điều kiện áp suất, làm cho sự tiếp xúc lẫn nhau của căn hộ sáng và sạch sau khi hàn bề mặt vi nhựa chảy và tiếp xúc chặt chẽ, khuếch tán nguyên tử, sau khi một thời gian dài, giao diện ban đầu biến mất, phương pháp hàn luyện kim sự liên kết.
Hàn khuếch tán có yêu cầu cao về xử lý và làm sạch bề mặt mối hàn, thời gian hàn lâu, năng suất thấp, chi phí cao và thiết bị lớn sự đầu tư. Hàn giữa các kim loại khác nhau có nhiệt độ nóng chảy lớn sự khác biệt hoặc không tương thích về mặt kim loại, hàn giữa các kim loại và gốm sứ và hàn các bộ phận kết cấu bằng hợp kim titan, niken và nhôm. Nó không chỉ được ứng dụng vào các lĩnh vực công nghệ tiên tiến như năng lượng nguyên tử, ngành hàng không vũ trụ và điện tử mà còn mở rộng sang máy móc nói chung ngành sản xuất.
Hãy liên hệ với chúng tôi!
Bergek CNC là nhà cung cấp dịch vụ sản xuất đẳng cấp thế giới tại Thâm Quyến. Chúng tôi sở hữu thiết bị tiên tiến để cung cấp đầy đủ các sản phẩm tùy chỉnh cho các nhà sản xuất trên toàn thế giới, chuyên về gia công CNC và gia công kim loại tấm.
Nếu bạn có bất kỳ câu hỏi nào, vui lòng liên hệ với chúng tôi.

Bản quyền © 2026 CÔNG TY TNHH CÔNG NGHỆ SHENZHEN BERGEK - www.bergekcnc.com Bảo lưu mọi quyền.

