One-stop solution for Sheet Metal Fabrication & CNC Machining - Bergek CNC
Language
One-stop solution for Sheet Metal Fabrication & CNC Machining - Bergek CNC
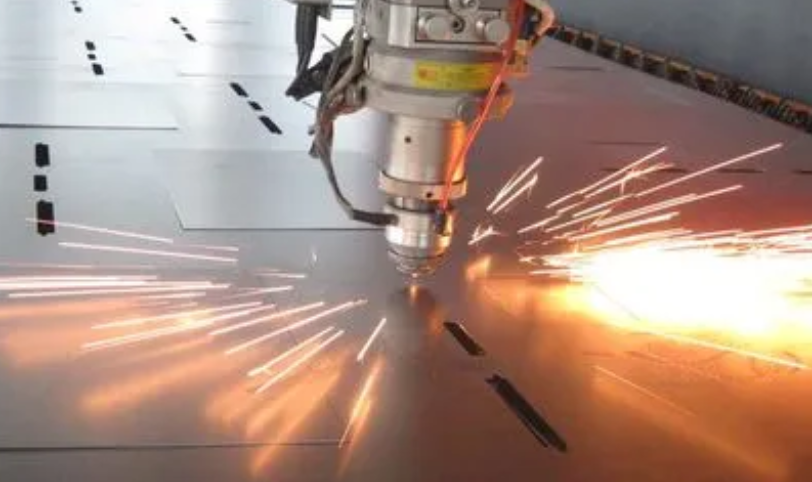
The reason why laser cutting is widely used in the market is that the technology is very simple in practice. Laser cutting processes use a laser beam to shine on the surface of the workpiece to release. The advantages and characteristics of this treatment method are very obvious, let us introduce the advantages and characteristics of laser cutting processing products in detail:
The reason why laser cutting is widely used in the market is that the technology is very simple in practice. Laser cutting processes use a laser beam to shine on the surface of the workpiece to release. The advantages and characteristics of this treatment method are very obvious, let us introduce the advantages and characteristics of laser cutting processing products in detail:
Advantage one: high processing accuracy, and fast cutting speed. In the actual processing and production process, we will find that the machining accuracy is very high, and the whole cutting process is very fast. The advantages of high-quality product processing and production are more obvious, and the appearance is smoother and cleaner.
Advantage two: automatic typesetting can save material. The choice of laser cutting processing is also because it is not limited to cutting patterns. You can now use autotypesetting to save material. The whole cutting surface is very smooth and clean, and the processing cost is low. This is an important factor that many people will choose.
All kinds of welding technical knowledge summary, 10 minutes to complete
Welding usually refers to the welding of metals. A forming process in which two separate objects are joined together by an interatomic bonding force produced by heating or pressure, or both.
Welding technology is widely used in machine manufacturing, the shipbuilding industry, construction engineering, power equipment production, aviation, and the aerospace industry. Welding technology also has some shortcomings, such as the welding structure can not be disassembled, bringing inconvenience to maintenance; There will be welding stress and deformation in the welding structure. The microstructure and properties of welded joints are often not uniform, and welding defects will occur.
Sheet metal welding technology mainly has fusion welding, pressure welding, and brazing three categories. The following is an introduction to several welding techniques:
01. Arc welding
Arc welding technology is divided into hand arc welding, submerged arc welding, tungsten gas shielded arc welding, melting electrode gas shielded arc welding, plasma arc welding, tubular wire arc welding, and other six welding methods, the following is the introduction of these six different welding methods:
Manual welding
Hand arc welding is one of the earliest and most widely used welding methods among all kinds of arc welding methods. It uses a coated electrode as the electrode and filler metal, and the arc is burned between the end of the electrode and the surface of the welder.
On the one hand, the coating can produce gas to protect the arc under the action of arc heat, and on the other hand, it can produce slag to cover the surface of the molten pool to prevent the interaction between the molten metal and the surrounding gas. The more important role of slag is to produce physical and chemical reactions with molten metal or add alloying elements to improve weld metal energy.
Hand arc welding equipment is simple, light, and flexible operation. It can be used for welding short joints in maintenance and assembly, especially for sheet metal welding parts that are difficult to reach. Hand arc welding with the corresponding electrode can be applied to most industrial carbon steel, stainless steel, cast iron, copper, aluminum, nickel, and their alloys.
2. Submerged arc welding
Submerged arc welding is a kind of melting electrode welding method in which the arc is hidden under the flux layer and the granular flux is the protective medium. The welding process of submerged arc welding consists of three links:
In the weldment to be welded seam is evenly stacked enough granular flux → conductive nozzle and weldment are connected to the welding power supply of two stages to generate welding arc → automatically feed into the wire and move the arc welding.
Submerged arc welding has the characteristics of unique arc performance, the high electric field strength of arc column, and high production efficiency. The flux participates in the metallurgical reaction, Si and Mn are reduced, and part C is burned, limiting impurities S and P to H and preventing hydrogen pores.
Because of its large penetration depth, high productivity, and high degree of mechanical operation, submerged arc welding is suitable for welding long welds of medium-thick plate structures. It is widely used in shipbuilding, boilers and pressure vessels, Bridges, overweight machinery, nuclear power plant structures, Marine structures, weapons, and other manufacturing sectors. It is one of the most commonly used welding methods in today's welding production.
In addition to the connection of components in metal structures, submerged arc welding can also be used to surface wear - or corrosion-resistant alloy layers on the surface of the base metal. With the development of welding metallurgy technology and welding material production technology, the materials that can be welded by submerged arc welding have been developed from carbon structural steel to low-alloy structural steel, stainless steel, heat-resistant steel, and some non-ferrous metals, such as nickel base alloy, titanium alloy, copper alloy, etc.

3. Tungsten gas shielded arc welding
This is a non-melting gas shielded arc welding, which is the use of the arc between the tungsten pole and the workpiece to melt the metal and form a weld. Tungsten is extremely hard to melt during welding and only acts as an electrode. At the same time, argon or helium gas is fed into the nozzle of the welding torch for protection.
Additional metal can be added as required. In the international commonly known as TIG welding. Tungsten gas shielded arc welding is an excellent way to connect sheet metal to underwhelming because of its excellent control of heat input.
This method can be used to join almost all metals, especially aluminum and magnesium, which form refractory oxides, and reactive metals such as titanium and zirconium. The weld quality of this welding method is high, but the welding speed is slow compared with another arc welding.
4. Mig shielded arc welding
Melting pole gas shielded arc welding (GMAG) belongs to the melting welding method with arc as the heat source, the arc is established in the continuous feed into the welding wire and molten pool between the molten wire metal and the base metal mixed molten pool in the arc heat source removed after the crystallization of the weld and the separation of the base metal through the metallurgical way connected.
During CO2 welding, CO2 will decompose into CO, O2, and O under the action of arc high temperature. Under the welding condition, CO is insoluble in metal and does not participate in the reaction, while CO2 and O have strong oxidation, which oxidizes Fe and other alloying elements.
Deoxidation and alloying of weld metals. Usually, a certain amount of deoxidizer is added to the welding wire for deoxygenation, in addition, the remaining deoxidizer is left in the weld as alloying elements to make up for the oxidation burn loss and ensure the weld chemical composition requirements.
At present, CO2 gas welding is widely used in locomotive manufacturing, shipbuilding, automobile manufacturing, coal mining machinery manufacturing, and other fields. Suitable FOR welding low carbon steel, low alloy steel, low alloy high strength steel, but not suitable for welding non-ferrous metal, stainless steel. Although it has been shown that CO2 gas welding can be used for stainless steel welding, it is not the first choice for welding stainless steel.
5. Wait for arc welding
Water cooling nozzle and other measures can reduce the arc column area cross-sectional area, arc temperature, energy density, and plasma velocity are significantly increased, this arc column compression with external constraints called plasma arc.
The plasma arc is a special form of an arc, is a kind of arc with high energy density, and is still a gas conductive phenomenon. Plasma arc welding is a method of heating and melting the workpiece and base metal by using the heat of plasma arc.
Plasma arc welding is widely used in industrial production, especially in the welding of copper and copper alloy, titanium and titanium alloy, alloy steel, stainless steel, molybdenum, and other metals used in military and cutting-edge industrial technologies such as aerospace, such as missile casing of titanium alloy, some thin-walled containers on aircraft, etc.
6. Tubular wire arc welding
Tubular wire arc welding is also the use of continuous feed into the wire and the workpiece between the burning arc as a heat source for welding can be considered as a type of melting electrode gas welding. The wires used are tubes containing flux of various components.
During welding, a protective gas, mainly CO2, is applied. When the flux is decomposed or melted by heat, it plays the role of slagging protection, alloy infiltration, and arc stabilization. In addition to the above advantages of arc welding with molten electrode gas, tubular arc welding has more advantages in metallurgy due to the effect of flux in the tube.
Tubular wire arc welding can be applied to the welding of various joints of most ferrous metals. Tubular wire arc welding has been widely used in some industrially advanced countries. The "tubular wire" is now known as "flux-cored wire".
02, welding
1. The welding
Gas welding is a fusion welding method that uses the heat generated by burning combustible gas in oxygen to melt the base metal welding place and realize the connection. The most used is acetylene gas as fuel oxygen - acetylene flame.
The equipment is simple and easy to operate, but the heating speed and productivity of gas welding are low, the heat-affected zone is large, and it is easy to cause large deformation. Gas welding can be used for many ferrous metals, non-ferrous metals, and alloy welding.
Gas welding flame temperature is low, the heating speed is slow, the heating area is wide, the welding heat affected zone is wide, welding deformation is large, and in the welding process, the molten metal is poorly protected, welding quality is not easy to guarantee, so its application has been few. However, gas welding has the characteristics of no power supply, simple equipment, low cost, convenient movement, and strong versatility, so it has practical value on occasions without power supply and fieldwork.
At present, it is mainly used for welding thin steel plates (thickness of 0.5 ~ 3mm), copper and copper alloy, and repair welding of cast iron.
2. Air pressure welding
Gas pressure welding and gas welding, gas pressure welding also flame as the heat source. During welding, the ends of the two butt pieces are heated to a certain temperature, and then sufficient pressure is applied to obtain a firm joint. It is a solid phase welding. Pneumatic welding without filler metal is often used in rail welding and steel welding.
3. Electroslag welding
Electroslag welding is a welding method based on the resistance heat of molten slag. The welding process is carried out in the vertical welding position, in the assembly gap formed by the two workpiece end faces and both sides of the water-cooled copper sliders. During welding, the end of the workpiece is melted by the resistance heat generated by the current through the slag. According to the shape of electrodes used in welding, electroslag welding can be divided into wire electro slag welding, plate electro slag welding, and tip electro slag welding.
In the welding process of electro-slag welding, except for the arc process in the beginning stage, the rest are stable electroslag processes, which are fundamentally different from submerged arc welding.
The weldable workpiece thickness is large (from 30mm to more than 1000mm), and the productivity is high. Mainly used in section butt joints and T-joint welding. Electroslag welding can be used for welding various steel structures, and can also be used for welding castings. The electroslag welded joint has slow heating and cooling, wide heat affected zone, and thick and tough microstructure, so it should be normalized after welding.
However, due to the large weld pool, and slow heating and cooling, it is easy to overheat and form coarse structure in the weld and heat affected zone, so electroslag welding is usually processed by normalizing after welding to eliminate the coarse crystal in the joint. Electroslag welding is always carried out by vertical welding, not flat welding, electroslag welding is not suitable for the thickness of the workpiece below 30mm, the weld should not be too long.
4. Electron beam welding
Electron beam welding (E-beam) is a method of welding by the heat energy generated when a concentrated high-speed electron beam bombards the workpiece surface. During electron beam welding, an electron beam is generated and accelerated by an electron gun.
5. The laser welding
Laser welding is a welding process in which a laser beam focused by high-power coherent monochromatic photon flow is used as a heat source. This welding method usually includes continuous power laser welding and pulse power laser welding.
The advantage of laser welding is that it does not need to be carried out in a vacuum, but the disadvantage is that the penetration is not as strong as electron beam welding. Laser welding can achieve precise energy control, so it can realize precision micro device welding. It can be applied to many metals, especially to solve the welding of some difficult metals and dissimilar metals.
Laser welding is suitable for micro parts and other welding methods are difficult to reach the welding parts, but also through transparent materials welding, heat affected zone and welding deformation are small, especially suitable for the welding of heat sensitive materials. The laser is not affected by an electromagnetic field, does not produce X-rays, does not need vacuum protection, and can be used for large structure welding. Laser welding technology can directly weld the insulating conductor, without stripping the insulation layer in advance; It can also weld dissimilar materials with large differences in physical properties.
Laser welding equipment is expensive, low energy conversion rate (5% ~ 20%), and welding parts interface processing, assembly, and positioning requirements are very high, currently mainly used in the electronics industry and instrument industry in the microdevice welding, as well as silicon steel sheet, galvanized steel plate welding.
03, pressure welding
1. Resistance welding
This is a kind of welding method using resistance heat as energy, including slag resistance heat as energy electro slag welding, and resistance welding using solid resistance heat as energy. Because electro-slag welding has more unique characteristics, it is introduced later. Here mainly introduces several kinds of solid resistance heat as energy resistance welding, mainly spot welding, seam welding, convex welding, and butt welding.
Resistance welding is a welding method that makes the workpiece under a certain electrode pressure and uses the resistance heat generated when the current passes through the workpiece to melt the contact surface between the two workpieces and realize the connection. Usually, a larger current is used.
In order to prevent arcing on the contact surface and to forge the weld metal, pressure is always applied during the welding process. When performing this type of resistance welding, the good surface of the welder is of primary importance to obtain stable welding quality. Therefore, the contact surface between the electrode and workpiece and workpiece must be cleaned before welding.
In the automobile, aircraft, instruments, home appliances, construction of steel bars, and other industries are widely used, and applicable to a wide range of materials, but easy to oxidize metal resistance welding is slightly poor. Mainly used for welding thin plate components with thicknesses of less than 3mm. All kinds of steel, aluminum, magnesium, and other non-ferrous metals and their alloys, stainless steel, and so on can be welded.
2. The friction welding
Friction welding is solid phase welding with mechanical energy. It uses the heat generated by mechanical friction between two surfaces to connect metals. The heat of friction welding is concentrated at the joint surface, so the heat-affected zone is narrow. Pressure must be applied between the two surfaces. In most cases, the pressure is increased at the end of the heating, so that the hot metal is bonded by top forging, and the bonding surface is generally not melted.
Friction welding productivity is high, in principle almost all metal that can be hot forged can be friction welded. Friction welding can also be used for dissimilar metal welding. To be suitable for the cross-section of the circular workpiece with a maximum diameter of 100mm.
3. The diffusion welding
Diffusion welding is a solid phase welding method with indirect heat energy as energy. It is usually done in a vacuum or under a protective atmosphere. During welding, the surfaces of the two welders are made to contact and hold for a certain time under high temperature and large pressure, so as to reach the distance between atoms, and combine through simple mutual diffusion of atoms. Before welding, it is not only necessary to clean the oxide and other impurities on the workpiece surface, but also the surface roughness should be lower than a certain value to ensure the welding quality.
Diffusion welding under the protection of the vacuum or protective atmosphere, to a certain temperature (lower than the parent metal melting point) and pressure conditions, make the mutual contact of the flat bright and clean after welding surface microplastic flow and close contact, atom diffusion, after a long time, the original interface disappeared, welding method of metallurgical bonding.
Diffusion welding has high requirements for surface processing and cleaning of welds, long welding time, low productivity, high cost, and large equipment investment. The welding between dissimilar metals with large melting point differences or metallurgically incompatible, welding between metals and ceramics, and welding of titanium, nickel, and aluminum alloy structural parts. It is not only applied to advanced technology fields such as atomic energy, aerospace, and electronics industry but also extended to the general machinery manufacturing industry.
Get In Touch With Us!
Bergek CNC is a world-class manufacturing service provider in Shenzhen. We have advanced equipment to provide a full range of customized products to manufacturers around the world, specializing in CNC machining and sheet metal processing.
If you have any question,please contact us.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com All Rights Reserved.

