Penyelesaian sehenti untuk Fabrikasi Logam Lembaran & Pemesinan CNC - Bergek CNC
Bahasa
Penyelesaian sehenti untuk Fabrikasi Logam Lembaran & Pemesinan CNC - Bergek CNC
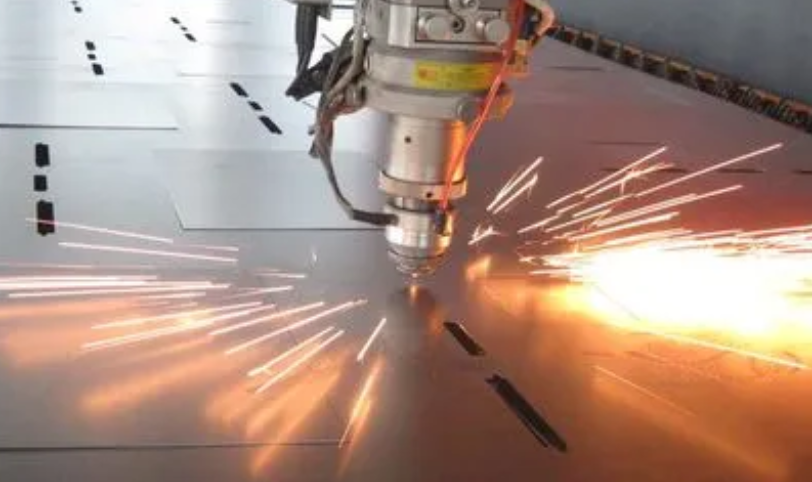
Sebab mengapa pemotongan laser digunakan secara meluas di pasaran ialah teknologi ini sangat mudah dalam amalan.Proses pemotongan lasergunakan pancaran laser untuk bersinar pada permukaan bahan kerja untuk dilepaskan. Kelebihan dan ciri kaedah rawatan ini sangat jelas, mari kita perkenalkan kelebihan dan cirilpemprosesan pemotongan aserproduk secara terperinci:
Sebabnyapemotongan laser digunakan secara meluas dalam pasaran adalah bahawa teknologi sangat mudah dalam amalan.Proses pemotongan laser menggunakan pancaran laser untuk bersinar pada permukaan bahan kerja untuk dilepaskan. Kelebihan dan ciri-ciri kaedah rawatan ini adalah sangat jelas, mari kita memperkenalkan kelebihan dan ciri-ciripemprosesan pemotongan laser produk dalam perincian:
Kelebihan satu: ketepatan pemprosesan yang tinggi, dan kelajuan pemotongan yang cepat. Di dalam pemprosesan sebenar dan proses pengeluaran, kita akan mendapati bahawa pemesinan ketepatan adalah sangat tinggi, dan keseluruhan proses pemotongan adalah sangat cepat. The kelebihan pemprosesan dan pengeluaran produk berkualiti tinggi adalah lebih jelas, dan penampilan lebih licin dan bersih.
Kelebihan dua: penetapan taip automatik boleh menjimatkan bahan. Pilihan laser pemprosesan pemotongan juga kerana ia tidak terhad kepada corak pemotongan. awak kini boleh menggunakan autotaip untuk menyimpan bahan. Seluruh permukaan pemotongan sangat licin dan bersih, dan kos pemprosesan adalah rendah. Ini adalah faktor penting yang akan dipilih oleh ramai orang.
Semua jenis ringkasan pengetahuan teknikal kimpalan, 10 minit untuk diselesaikan
Kimpalan biasanya merujuk kepada kimpalan logam. Satu proses pembentukan di mana dua objek berasingan dicantumkan oleh daya ikatan antara atom dihasilkan oleh pemanasan atau tekanan, atau kedua-duanya.
Teknologi kimpalan digunakan secara meluas dalam pembuatan mesin, pembinaan kapal industri, kejuruteraan pembinaan, pengeluaran peralatan kuasa, penerbangan, dan industri aeroangkasa. Teknologi kimpalan juga mempunyai beberapa kelemahan, seperti struktur kimpalan tidak boleh dibongkar, membawa kesulitan kepada penyelenggaraan; Akan ada tegasan kimpalan dan ubah bentuk dalam kimpalan struktur. Struktur mikro dan sifat sambungan yang dikimpal selalunya tidak seragam, dan kecacatan kimpalan akan berlaku.
Kimpalan kepingan logam teknologi terutamanya mempunyai kimpalan gabungan, kimpalan tekanan, dan pematerian tiga kategori. Berikut adalah pengenalan kepada beberapa kimpalan teknik:
01. Kimpalan arka
Teknologi kimpalan arka dibahagikan kepada kimpalan arka tangan, arka tenggelam kimpalan, kimpalan arka terlindung gas tungsten, arka terlindung gas elektrod lebur kimpalan, kimpalan arka plasma, kimpalan arka dawai tiub, dan enam kimpalan lain kaedah, berikut adalah pengenalan enam kimpalan yang berbeza ini kaedah:
Kimpalan manual
Kimpalan arka tangan adalah salah satu kaedah kimpalan yang terawal dan paling banyak digunakan antara semua jenis kaedah kimpalan arka. Ia menggunakan elektrod bersalut sebagai elektrod dan logam pengisi, dan arka dibakar di antara hujung elektrod dan permukaan pengimpal.
Di satu pihak, salutan boleh menghasilkan gas untuk melindungi arka di bawah tindakan haba arka, dan sebaliknya, ia boleh menghasilkan sanga untuk menutup permukaan kolam lebur untuk mengelakkan interaksi antara logam lebur dan gas di sekelilingnya. Peranan sanga yang lebih penting ialah menghasilkan fizikal dan tindak balas kimia dengan logam lebur atau menambah unsur mengaloi untuk bertambah baik tenaga logam kimpalan.
Peralatan kimpalan arka tangan adalah operasi yang mudah, ringan dan fleksibel. Ia boleh digunakan untuk mengimpal sambungan pendek dalam penyelenggaraan dan pemasangan, terutamanya untuk bahagian kimpalan kepingan logam yang sukar dicapai. Kimpalan arka tangan dengan elektrod yang sepadan boleh digunakan untuk kebanyakan keluli karbon industri, keluli tahan karat, besi tuang, kuprum, aluminium, nikel, dan aloinya.
2. Kimpalan arka terendam
Kimpalan arka terendam adalah sejenis kaedah kimpalan elektrod lebur di mana arka tersembunyi di bawah lapisan fluks dan fluks berbutir adalah pelindung sederhana. Proses kimpalan kimpalan arka tenggelam terdiri daripada tiga pautan:
Dalam kimpalan untuk dikimpal jahitan adalah sama rata disusun fluks berbutir cukup → muncung konduktif dan kimpalan disambungkan kepada bekalan kuasa kimpalan dua peringkat untuk menjana arka kimpalan → suapan secara automatik ke dalam wayar dan gerakkan kimpalan arka.
Kimpalan arka terendam mempunyai ciri-ciri prestasi arka yang unik, iaitu kekuatan medan elektrik tinggi lajur arka, dan kecekapan pengeluaran yang tinggi. The fluks mengambil bahagian dalam tindak balas metalurgi, Si dan Mn dikurangkan, dan sebahagian C dibakar, mengehadkan kekotoran S dan P kepada H dan menghalang liang hidrogen.
Kerana kedalaman penembusannya yang besar, produktiviti yang tinggi, dan tahap yang tinggi operasi mekanikal, kimpalan arka terendam sesuai untuk mengimpal kimpalan panjang daripada struktur plat sederhana tebal. Ia digunakan secara meluas dalam pembinaan kapal, dandang dan kapal tekanan, Jambatan, jentera berat berlebihan, struktur loji kuasa nuklear, Struktur marin, senjata dan sektor pembuatan lain. Ia adalah salah satu daripada kaedah kimpalan yang paling biasa digunakan dalam pengeluaran kimpalan hari ini.
Sebagai tambahan kepada sambungan komponen dalam struktur logam, tenggelam kimpalan arka juga boleh digunakan untuk haus permukaan - atau aloi tahan kakisan lapisan pada permukaan logam asas. Dengan perkembangan kimpalan teknologi metalurgi dan teknologi pengeluaran bahan kimpalan, bahan yang boleh dikimpal dengan kimpalan arka tenggelam telah dibangunkan daripada karbon keluli struktur kepada keluli struktur aloi rendah,keluli tahan karat, tahan panas keluli, dan beberapa logam bukan ferus, seperti aloi asas nikel, aloi titanium, aloi tembaga, dsb.

3. Kimpalan arka terlindung gas tungsten
Ini adalah kimpalan arka terlindung gas tidak lebur, yang merupakan penggunaan arka antara tiang tungsten dan bahan kerja untuk mencairkan logam dan membentuk kimpalan. Tungsten amat sukar untuk dicairkan semasa mengimpal dan hanya bertindak sebagai elektrod. Dekat masa yang sama, gas argon atau helium dimasukkan ke dalam muncung obor kimpalan untuk perlindungan.
Logam tambahan boleh ditambah mengikut keperluan. Dalam antarabangsa biasanya dikenali sebagai kimpalan TIG. Kimpalan arka terlindung gas tungsten adalah cara terbaik untuk sambungkan kepingan logam kepada underwhelming kerana kawalan haba yang sangat baik input.
Kaedah ini boleh digunakan untuk mencantumkan hampir semua logam, terutamanya aluminium dan magnesium, yang membentuk oksida refraktori, dan logam reaktif seperti titanium dan zirkonium. Kualiti kimpalan kaedah kimpalan ini adalah tinggi, tetapi kimpalan kelajuan adalah perlahan berbanding dengan kimpalan arka yang lain.
4. Kimpalan arka terlindung Mig
Kimpalan arka terlindung gas kutub lebur (GMAG) tergolong dalam kimpalan lebur kaedah dengan arka sebagai sumber haba, arka ditubuhkan dalam berterusan suapan ke dalam dawai kimpalan dan kolam lebur antara logam dawai lebur dan logam asas kolam cair campuran dalam sumber haba arka dikeluarkan selepas penghabluran kimpalan dan pengasingan logam asas melalui cara metalurgi disambungkan.
Semasa kimpalan CO2, CO2 akan terurai menjadi CO, O2, dan O di bawah tindakan arka suhu tinggi. Di bawah keadaan kimpalan, CO tidak larut dalam logam dan tidak mengambil bahagian dalam tindak balas, manakala CO2 dan O mempunyai pengoksidaan yang kuat, yang mengoksidakan Fe dan unsur pengaloian lain.
Penyahoksidaan dan pengaloian logam kimpalan. Biasanya, jumlah tertentu deoxidizer ditambah pada wayar kimpalan untuk penyahoksigenan, di samping itu, penyahoksida yang tinggal dibiarkan dalam kimpalan sebagai unsur mengaloi untuk menebus kehilangan pembakaran pengoksidaan dan memastikan keperluan komposisi kimia kimpalan.
Pada masa ini, kimpalan gas CO2 digunakan secara meluas dalam pembuatan lokomotif, pembinaan kapal, pembuatan kereta, pembuatan jentera perlombongan arang batu, dan bidang lain. Sesuai UNTUK mengimpal keluli karbon rendah, keluli aloi rendah, aloi rendah keluli kekuatan tinggi, tetapi tidak sesuai untuk mengimpal logam bukan ferus, tahan karat keluli. Walaupun telah ditunjukkan bahawa kimpalan gas CO2 boleh digunakan untuk tahan karat kimpalan keluli, ia bukan pilihan pertama untuk mengimpal keluli tahan karat.
5. Tunggu kimpalan arka
Muncung penyejukan air dan langkah-langkah lain boleh mengurangkan kawasan lajur arka luas keratan rentas, suhu arka, ketumpatan tenaga, dan halaju plasma ialah meningkat dengan ketara, mampatan lajur arka ini dengan kekangan luaran dipanggil arka plasma.
Arka plasma adalah bentuk khas arka, adalah sejenis arka dengan tenaga tinggi ketumpatan, dan masih merupakan fenomena konduktif gas. Kimpalan arka plasma ialah a kaedah memanaskan dan mencairkan bahan kerja dan logam asas dengan menggunakan haba daripada arka plasma.
Kimpalan arka plasma digunakan secara meluas dalam pengeluaran perindustrian, terutamanya dalam kimpalan aloi tembaga dan kuprum, aloi titanium dan titanium, keluli aloi, keluli tahan karat, molibdenum, dan logam lain yang digunakan dalam ketenteraan dan canggih teknologi perindustrian seperti aeroangkasa, seperti sarung peluru berpandu titanium aloi, beberapa bekas berdinding nipis pada pesawat, dsb.
6. Kimpalan arka dawai tiub
Kimpalan arka dawai tiub juga adalah penggunaan suapan berterusan ke dalam wayar dan bahan kerja antara arka terbakar sebagai sumber haba untuk kimpalan boleh dianggap sebagai sejenis kimpalan gas elektrod lebur. Wayar yang digunakan ialah tiub mengandungi fluks pelbagai komponen.
Semasa mengimpal, gas pelindung, terutamanya CO2, digunakan. Apabila fluks adalah terurai atau cair oleh haba, ia memainkan peranan perlindungan sanga, aloi penyusupan, dan penstabilan arka. Sebagai tambahan kepada kelebihan arka di atas kimpalan dengan gas elektrod cair, kimpalan arka tiub mempunyai lebih banyak kelebihan dalam metalurgi kerana kesan fluks dalam tiub.
Kimpalan arka dawai tiub boleh digunakan untuk kimpalan pelbagai sambungan kebanyakan logam ferus. Kimpalan arka dawai tiub telah digunakan secara meluas dalam beberapa negara maju dari segi perindustrian. "Dawai tiub" kini dikenali sebagai "teras fluks wayar".
02, kimpalan
1. Kimpalan
Kimpalan gas ialah kaedah kimpalan gabungan yang menggunakan haba yang dihasilkan oleh membakar gas mudah terbakar dalam oksigen untuk mencairkan tempat kimpalan logam asas dan menyedari kaitannya. Yang paling banyak digunakan ialah gas asetilena sebagai bahan api oksigen - nyalaan asetilena.
Peralatan ini mudah dan mudah dikendalikan, tetapi kelajuan pemanasan dan produktiviti kimpalan gas adalah rendah, zon terjejas haba adalah besar, dan ia adalah mudah menyebabkan ubah bentuk yang besar. Kimpalan gas boleh digunakan untuk banyak ferus logam, logam bukan ferus, dan kimpalan aloi.
Suhu api kimpalan gas adalah rendah, kelajuan pemanasan perlahan, pemanasan kawasan luas, zon terjejas haba kimpalan adalah luas, ubah bentuk kimpalan adalah besar, dan dalam proses kimpalan, logam cair adalah kurang dilindungi, kimpalan kualiti tidak mudah dijamin, jadi penggunaannya adalah sedikit. Walau bagaimanapun, gas kimpalan mempunyai ciri-ciri tiada bekalan kuasa, peralatan mudah, kos rendah, pergerakan yang mudah, dan serba boleh yang kuat, jadi ia mempunyai nilai praktikal kesempatan tanpa bekalan kuasa dan kerja lapangan.
Pada masa ini, ia digunakan terutamanya untuk mengimpal plat keluli nipis (ketebalan 0.5 ~ 3mm), aloi tembaga dan tembaga, dan pembaikan kimpalan besi tuang.
2. Kimpalan tekanan udara
Kimpalan tekanan gas dan kimpalan gas, kimpalan tekanan gas juga nyala sebagai sumber haba. Semasa mengimpal, hujung dua bahagian punggung dipanaskan pada suhu tertentu, dan kemudian tekanan yang mencukupi dikenakan untuk mendapatkan a sendi yang kukuh. Ia adalah kimpalan fasa pepejal. Kimpalan pneumatik tanpa logam pengisi sering digunakan dalam kimpalan rel dan kimpalan keluli.
3. Kimpalan elektroslag
Kimpalan elektroslag adalah kaedah kimpalan berdasarkan haba rintangan sanga cair. Proses kimpalan dijalankan dalam kimpalan menegak kedudukan, dalam jurang pemasangan yang dibentuk oleh dua muka hujung bahan kerja dan kedua-duanya sisi peluncur kuprum yang disejukkan dengan air. Semasa mengimpal, penghujung bahan kerja dileburkan oleh haba rintangan yang dihasilkan oleh arus melalui sanga. Mengikut bentuk elektrod yang digunakan dalam kimpalan, kimpalan electroslag boleh dibahagikan kepada kimpalan sanga elektro wayar, kimpalan sanga elektro plat, dan kimpalan sanga elektro hujung.
Dalam proses kimpalan kimpalan elektro-slag, kecuali proses arka dalam peringkat permulaan, selebihnya adalah proses electroslag yang stabil, iaitu asasnya berbeza daripada kimpalan arka terendam.
Ketebalan bahan kerja boleh dikimpal adalah besar (dari 30mm hingga lebih daripada 1000mm), dan produktiviti adalah tinggi. Terutamanya digunakan dalam bahagian sendi punggung dan T-sendi mengimpal. Kimpalan elektroslag boleh digunakan untuk mengimpal pelbagai struktur keluli, dan juga boleh digunakan untuk tuangan kimpalan. Sambungan kimpalan elektroslag mempunyai perlahan pemanasan dan penyejukan, zon terjejas haba yang luas, dan tebal dan sukar mikrostruktur, jadi ia harus dinormalisasi selepas kimpalan.
Walau bagaimanapun, disebabkan oleh kolam kimpalan yang besar, dan pemanasan dan penyejukan yang perlahan, ia mudah dilakukan terlalu panas dan membentuk struktur kasar dalam kimpalan dan zon terjejas haba, jadi kimpalan electroslag biasanya diproses dengan menormalkan selepas mengimpal ke menghapuskan kristal kasar dalam sendi. Kimpalan elektroslag sentiasa dibawa keluar dengan kimpalan menegak, bukan kimpalan rata, kimpalan elektroslag tidak sesuai untuk ketebalan bahan kerja di bawah 30mm, kimpalan tidak boleh terlalu panjang.
4. Kimpalan rasuk elektron
Kimpalan rasuk elektron (E-beam) adalah kaedah kimpalan oleh tenaga haba terhasil apabila pancaran elektron berkelajuan tinggi tertumpu mengebom bahan kerja permukaan. Semasa kimpalan rasuk elektron, rasuk elektron terhasil dan dipercepatkan oleh senapang elektron.
5. kimpalan laser
Kimpalan laser ialah proses kimpalan di mana pancaran laser difokuskan oleh kuasa tinggi aliran foton monokromatik koheren digunakan sebagai sumber haba. Kaedah kimpalan ini biasanya termasuk kimpalan laser kuasa berterusan dan laser kuasa nadi mengimpal.
Kelebihan kimpalan laser ialah ia tidak perlu dijalankan dalam vakum, tetapi kelemahannya ialah penembusan tidak sekuat kimpalan rasuk elektron. Kimpalan laser boleh mencapai kawalan tenaga yang tepat, jadi ia boleh merealisasikan kimpalan peranti mikro ketepatan. Ia boleh digunakan untuk banyak logam, terutamanya untuk menyelesaikan kimpalan beberapa logam yang sukar dan tidak serupa logam.
Kimpalan laser sesuai untuk bahagian mikro dan kaedah kimpalan lain adalah sukar untuk mencapai bahagian kimpalan, tetapi juga melalui bahan telus kimpalan, zon terjejas haba dan ubah bentuk kimpalan adalah kecil, terutamanya sesuai untuk mengimpal bahan sensitif haba. Laser tidak terjejas oleh medan elektromagnet, tidak menghasilkan sinar-X, tidak memerlukan vakum perlindungan, dan boleh digunakan untuk kimpalan struktur besar. Kimpalan laser teknologi boleh terus mengimpal konduktor penebat, tanpa menanggalkan lapisan penebat terlebih dahulu; Ia juga boleh mengimpal bahan yang berbeza dengan besar perbezaan sifat fizikal.
Peralatan kimpalan laser mahal, kadar penukaran tenaga yang rendah (5% ~ 20%), dan keperluan pemprosesan antara muka, pemasangan dan kedudukan bahagian kimpalan adalah sangat tinggi, pada masa ini digunakan terutamanya dalam industri dan instrumen elektronik industri dalam kimpalan peranti mikro, serta kepingan keluli silikon, tergalvani kimpalan plat keluli.
03, kimpalan tekanan
1. Kimpalan rintangan
Ini adalah sejenis kaedah kimpalan menggunakan haba rintangan sebagai tenaga, termasuk sanga rintangan haba sebagai tenaga elektro sanga kimpalan, dan rintangan kimpalan menggunakan haba rintangan pepejal sebagai tenaga. Kerana kimpalan elektro-slag mempunyai lebih banyak ciri unik, ia diperkenalkan kemudian. Di sini terutamanya memperkenalkan beberapa jenis haba rintangan pepejal sebagai kimpalan rintangan tenaga, terutamanya tempat kimpalan, kimpalan jahitan, kimpalan cembung, dan kimpalan punggung.
Kimpalan rintangan adalah kaedah kimpalan yang menjadikan bahan kerja di bawah a tekanan elektrod tertentu dan menggunakan haba rintangan yang dihasilkan apabila arus melalui bahan kerja untuk mencairkan permukaan sentuhan antara keduanya bahan kerja dan menyedari sambungannya. Biasanya, arus yang lebih besar digunakan.
Untuk mengelakkan arka pada permukaan sentuhan dan untuk memalsukan kimpalan logam, tekanan sentiasa dikenakan semasa proses kimpalan. Ketika membuat persembahan jenis kimpalan rintangan ini, permukaan pengimpal yang baik adalah dari primer kepentingan untuk mendapatkan kualiti kimpalan yang stabil. Oleh itu, permukaan sentuhan antara elektrod dan bahan kerja dan bahan kerja mesti dibersihkan sebelum mengimpal.
Dalam kereta, pesawat, instrumen, peralatan rumah, pembinaan bar keluli, dan industri lain digunakan secara meluas, dan boleh digunakan untuk julat yang luas bahan, tetapi mudah untuk mengoksidakan kimpalan rintangan logam adalah sedikit miskin. Terutamanya digunakan untuk mengimpal komponen plat nipis dengan ketebalan kurang daripada 3mm. Semua jenis keluli, aluminium, magnesium, dan logam bukan ferus lain dan mereka aloi, keluli tahan karat, dan sebagainya boleh dikimpal.
2. Kimpalan geseran
Kimpalan geseran ialah kimpalan fasa pepejal dengan tenaga mekanikal. Ia menggunakan haba yang dihasilkan oleh geseran mekanikal antara dua permukaan untuk menyambung logam. Haba kimpalan geseran tertumpu pada permukaan sendi, jadi zon terjejas haba adalah sempit. Tekanan mesti dikenakan di antara kedua-dua permukaan. Dalam kebanyakan kes, tekanan meningkat pada akhir pemanasan, supaya logam panas diikat oleh penempaan atas, dan permukaan ikatan biasanya tidak cair.
Produktiviti kimpalan geseran adalah tinggi, pada dasarnya hampir semua logam yang boleh ditempa panas boleh dikimpal geseran. Kimpalan geseran juga boleh digunakan untuk kimpalan logam yang berbeza. Agar sesuai untuk keratan rentas pekeliling bahan kerja dengan diameter maksimum 100mm.
3. Kimpalan resapan
Kimpalan resapan ialah kaedah kimpalan fasa pepejal dengan tenaga haba tidak langsung sebagai tenaga. Ia biasanya dilakukan dalam vakum atau di bawah suasana perlindungan. Semasa mengimpal, permukaan kedua-dua pengimpal dibuat untuk dihubungi dan ditahan masa tertentu di bawah suhu tinggi dan tekanan yang besar, supaya mencapai jarak antara atom, dan bergabung melalui resapan bersama mudah atom. Sebelum mengimpal, bukan sahaja perlu membersihkan oksida dan kekotoran lain pada permukaan bahan kerja, tetapi juga kekasaran permukaan harus lebih rendah daripada a nilai tertentu untuk memastikan kualiti kimpalan.
Kimpalan resapan di bawah perlindungan vakum atau pelindung atmosfera, pada suhu tertentu (lebih rendah daripada takat lebur logam induk) dan keadaan tekanan, membuat sentuhan bersama rata terang dan bersih selepas permukaan kimpalan aliran mikroplastik dan hubungan rapat, penyebaran atom, selepas lama, antara muka asal hilang, kaedah kimpalan metalurgi ikatan.
Kimpalan resapan mempunyai keperluan yang tinggi untuk pemprosesan dan pembersihan permukaan kimpalan, masa kimpalan yang lama, produktiviti yang rendah, kos yang tinggi, dan peralatan yang besar pelaburan. Kimpalan antara logam yang tidak serupa dengan takat lebur yang besar perbezaan atau tidak serasi metalurgi, mengimpal antara logam dan seramik, dan kimpalan bahagian struktur titanium, nikel, dan aloi aluminium. Ia bukan sahaja digunakan untuk bidang teknologi canggih seperti tenaga atom, aeroangkasa, dan industri elektronik tetapi juga diperluaskan kepada jentera am industri pembuatan.
Hubungi Kami!
Bergek CNC ialah penyedia perkhidmatan pembuatan bertaraf dunia di Shenzhen. Kami mempunyai peralatan canggih untuk menyediakan rangkaian penuh produk tersuai kepada pengeluar di seluruh dunia, yang mengkhusus dalam pemesinan CNC dan pemprosesan logam kepingan.
Jika anda mempunyai sebarang pertanyaan, sila hubungi kami.

Hak Cipta © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Hak Cipta Terpelihara.

