Solução completa para fabricação de chapas metálicas e usinagem CNC - Bergek CNC
Língua
Solução completa para fabricação de chapas metálicas e usinagem CNC - Bergek CNC
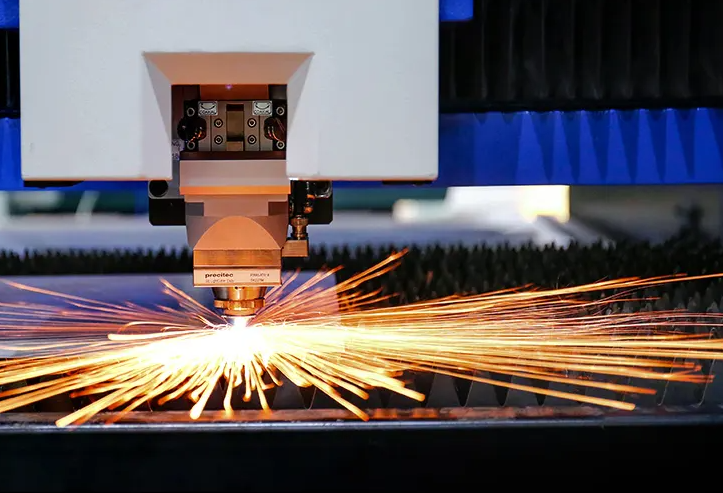
Serviço de corte a laser A tecnologia foi amplamente penetrada em várias indústrias de processamento, como processamento de metal, aço, aeroespacial, fabricação automotiva, equipamentos médicos e assim por diante. Em primeiro lugar, o ponto de foco do feixe de corte a laser tem uma área de irradiação muito pequena, que pode ser usada para micro e usinagem de precisão, como o processamento de micro trincas e micro furos.
definição e classificação de fabricação de chapas metálicas: chapas metálicas é um ponteiro para a folha de metal 6mm abaixo de um processo abrangente de processamento a frio, o processo inclui principalmente: blanking, dobra, soldagem e superfície tratamento.
Qual blanking pode ser dividido em perfuração numérica e corte a laser de acordo com o modo de processamento.
A punção numérica é usada principalmente para cortar chapas laminadas a frio e laminadas a quente chapas abaixo de 3mm, chapas de alumínio abaixo de 4mm e aço inoxidável abaixo de 2mm, o tamanho máximo de processamento da placa é 1250mm*4000mm;
As aplicações da máquina de corte a laser são amplas, existem três tipos, YAG máquina de corte a laser sólido, CO2 e fibra.
Vantagens e características do corte a laser: para muitas variedades, muitos lotes, pequenos lotes e processamento não padronizado e de alta precisão requisitos, o corte a laser tem vantagens óbvias.
Comparado com o processo tradicional de controle NUMÉRICO, tem a seguintes características:
1, alto grau de flexibilidade, velocidade de corte e, em seguida, melhorar a produção eficiência, encurtar o ciclo de produção.
2, alto grau de automação, operação simples, reduz a intensidade do trabalho.
3, alta taxa de utilização do material, reduz os custos de produção, melhora a economia benefícios.
4, boa adaptabilidade de materiais, sem desgaste do suporte, efetivamente prolonga a vida.



(1) É benéfico otimizar o processo, reduzir o processo de processamento e reduzir o custo de produção. Isto é devido à operação única da folha conformação e soldagem da manga, reduzindo o uso do molde, reduzindo o tempo de produção.
(2) para melhorar a eficiência do corte a laser. Usando programação de software para desenvolver um esquema de corte mais razoável pode não apenas reduzir o uso e o desperdício de materiais, mas também efetivamente melhorar a eficiência do processamento.
(3) É benéfico para o desenvolvimento de produtos. Como o ciclo de produção é encurtado, a velocidade de pesquisa e desenvolvimento de novos produtos será aumentou para explorar novas necessidades do mercado.
Soldagem a laser, marcação a laser e corte a laser são três aplicações de laser e corte a laser com tamanho de corte, velocidade de corte, pode cortar chapas mais grossas vantagens incomparáveis, corte a laser de alta potência tem sido amplamente reconhecido em o mercado. Mas porque a tecnologia de corte a laser de alta potência ainda está na estágio inicial de popularidade, alguns operadores de habilidades de corte a laser de alta potência não são muito qualificados, corte a laser no processo de aplicação existem três dificuldades tecnológicas.
1, cabeça de laser todas as lentes sem poluição, estão limpas;
2, a temperatura da água do tanque de água é normal e o laser não tem fenômeno de condensação;
3, pureza do gás de corte, fluxo de gás, sem fenômeno de vazamento.
Problema um: há rebarbas na parte inferior
Causas Possíveis:
1. O diâmetro do bocal é muito pequeno para atender aos requisitos de processamento;
2, desfocagem negativa não corresponde, deve aumentar a desfocagem negativa, posição apropriada da modulação;
3, a pressão é pequena, resultando em uma rebarba na parte inferior, incapaz de totalmente cortar.
Soluções:
1, a seleção de um bocal de grande diâmetro, pode aumentar o fluxo de gás;
2, aumente o desfoque negativo para que a seção de corte atinja o posição inferior;
3, aumentando a pressão do ar, pode reduzir a rebarba inferior.
Equipamento de corte a laser de tubo
Problema dois: cortar com listras
Causas Possíveis:
1, a seleção do bico está errada, o bico é muito grande;
2, a configuração da pressão do ar não está correta, a configuração da pressão do ar é muito grande para levar a listras de queima excessiva;
3, a velocidade de corte não está correta, a velocidade de corte é muito lenta ou muito rápido causará queima total.
Soluções:
1, substitua o bico, substitua o bico por um diâmetro pequeno, como 16mm corte brilhante de aço carbono, bico de alta velocidade D1.4 pode ser selecionado; carbono de 20 mm superfície brilhante de aço pode escolher bico de alta velocidade D1.6;
2, reduza a pressão de corte, melhore a qualidade do corte final;
3, ajuste a velocidade de corte, potência e velocidade de corte adequadamente, em para obter o seguinte efeito à direita.
Problema três: há nódulos na parte inferior
Pocausas possíveis:
1, a seleção do bico é muito pequena, o foco de corte não corresponde;
2, a pressão é muito pequena ou muito grande, a velocidade de corte é muito rápida;
3, o material da placa é ruim, a qualidade da placa não é boa e o bocal pequeno é difícil remover o resíduo do tumor.
Soluções:
1. Substitua o bocal de grande calibre e ajuste o ponto focal para o posição adequada;
2. Aumente ou diminua a pressão do ar até que o fluxo de ar seja apropriado;
3, escolha um bom prato.


Entre em contato conosco!
A Bergek CNC é uma prestadora de serviços de fabricação de classe mundial em Shenzhen. Possuímos equipamentos avançados para fornecer uma gama completa de produtos personalizados para fabricantes em todo o mundo, especializados em usinagem CNC e processamento de chapas metálicas.
Caso tenha alguma dúvida, entre em contato conosco.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Todos os direitos reservados.

