판금 제작 및 CNC 가공을 위한 원스톱 솔루션 - Bergek CNC
언어
판금 제작 및 CNC 가공을 위한 원스톱 솔루션 - Bergek CNC
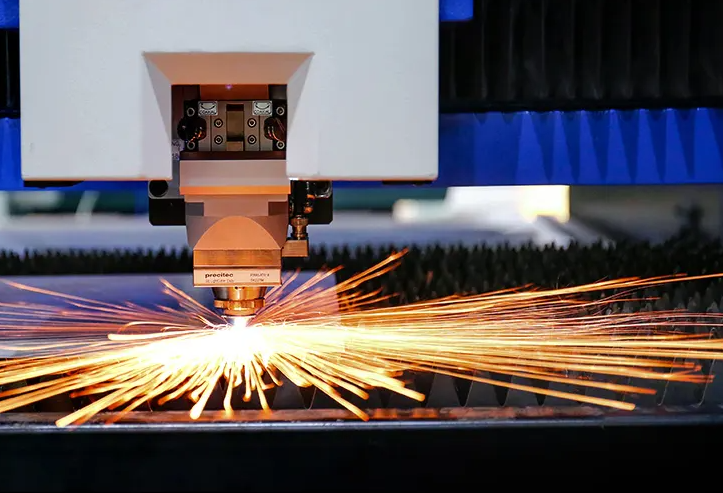
레이저 절단 서비스 기술은 금속 가공, 철강, 항공 우주, 자동차 제조, 의료 장비 등과 같은 다양한 가공 산업에 널리 침투했습니다. 첫째, 레이저 컷 빔 포커싱 스폿은 조사 영역이 매우 작아 미세 균열 및 미세 구멍 가공과 같은 미세 및 정밀 가공에 사용할 수 있습니다.
판금 제작 정의 및 분류: 판금은 포괄적인 냉간 가공 공정 아래 6mm 금속판에 대한 포인터, 공정에는 주로 블랭킹, 굽힘, 용접 및 표면이 포함됩니다. 치료.
넘버펀칭과 레이저 커팅으로 나눌 수 있는 블랭킹 처리 모드에 따라.
번호 펀칭은 주로 냉간 압연 판 및 열간 압연을 절단하는 데 사용됩니다 3mm 이하의 판, 4mm 이하의 알루미늄 판, 2mm 이하의 스테인리스강, 최대 판 처리 크기는 1250mm*4000mm입니다.
레이저 절단기 응용 분야는 넓으며 YAG의 세 가지 유형이 있습니다. 고체, CO2 및 파이버 레이저 절단기.
레이저 절단의 장점 및 특성: 다양한 품종에 대해 배치, 소규모 배치 및 비표준 및 고정밀 가공 요구 사항, 레이저 절단에는 명백한 이점이 있습니다.
NUMERICAL 제어의 전통적인 프로세스와 비교하여, 다음과 같은 특성:
1, 높은 수준의 유연성, 절단 속도 및 생산 향상 효율성, 생산 주기를 단축하십시오.
2, 높은 수준의 자동화, 간단한 조작, 노동 강도 감소.
3, 높은 재료 활용률, 생산 비용 절감, 경제성 향상 혜택.
4, 재료의 좋은 적응성, 소품 마모 없음, 효과적으로 수명을 연장합니다.



(1) 프로세스를 최적화하고 처리 프로세스를 줄이는 것이 유리합니다. 그리고 생산 비용을 줄입니다. 이것은 시트의 일회성 작업 때문입니다. 슬리브의 성형 및 용접, 금형 사용 감소, 따라서 생산 시간 단축.
(2) 레이저 절단의 효율성을 향상시킵니다. 소프트웨어 프로그래밍을 사용하여 더 합리적인 절단 계획을 개발하면 사용과 낭비를 줄일 수 있습니다. 재료의뿐만 아니라 효과적으로 처리 효율성을 향상시킵니다.
(3) 제품 개발에 유리하다. 생산주기가 있기 때문에 단축, 신제품의 연구 및 개발 속도는 새로운 시장 요구를 탐색하기 위해 증가했습니다.
레이저 용접, 레이저 마킹 및 레이저 절단은 레이저 및 절단 크기, 절단 속도로 레이저 절단, 더 두꺼운 판 절단 가능 비교할 수없는 장점, 고출력 레이저 절단은 널리 인정되었습니다. 시장. 그러나 고출력 레이저 절단 기술은 아직 인기의 초기 단계, 고출력 레이저 절단 기술의 일부 운영자 매우 숙련되지 않은, 응용 과정에서 레이저 절단 세 가지가 있습니다 기술적 어려움.
1, 레이저 헤드 오염이 없는 모든 렌즈는 깨끗합니다.
2, 물 탱크의 수온은 정상이며 레이저에는 결로 현상;
3, 절단 가스 순도, 가스 흐름, 누출 현상 없음.
문제 1: 바닥에 버가 있습니다.
가능한 원인들:
1. 노즐 직경이 처리 요구 사항을 충족시키기에 너무 작습니다.
2, 네거티브 디포커스가 일치하지 않으면 네거티브 디포커스를 증가시켜야 합니다. 변조 적절한 위치;
3, 압력이 작아 바닥에 버가 발생하여 완전히 할 수 없습니다. 자르다.
솔루션:
1, 대구경 노즐의 선택은 가스 흐름을 증가시킬 수 있습니다.
2, 절단 섹션이 도달하도록 네거티브 디포커스를 증가시킵니다. 하단 위치;
3, 기압을 높이면 바닥 버를 줄일 수 있습니다.
튜브 레이저 절단 장비
문제 2: 줄무늬로 자르기
가능한 원인들:
1, 노즐 선택이 잘못되었습니다. 노즐이 너무 큽니다.
2, 공기 압력 설정이 정확하지 않고 설정 공기 압력이 너무 과도하게 타는 줄무늬를 유발하기 위해 크며;
3, 절단 속도가 정확하지 않습니다, 절단 속도가 너무 느리거나 너무 빠르면 전체 오버버닝이 발생합니다.
솔루션:
1, 노즐을 교체하고 노즐을 16mm와 같은 작은 직경으로 교체하십시오. 탄소강 밝은 절단, 고속 노즐 D1.4를 선택할 수 있습니다. 20mm 카본 강철 밝은 표면은 고속 노즐 D1.6을 선택할 수 있습니다.
2, 절단 압력을 줄이고 끝 절단의 품질을 향상시킵니다.
3, 절단 속도, 전력 및 절단 속도 일치를 적절하게 조정하십시오. 오른쪽에 다음 효과를 달성하기 위해.
문제 3: 바닥에 결절이 있습니다.
포원인:
1, 노즐 선택이 너무 작고 절단 초점이 일치하지 않습니다.
2, 압력이 너무 작거나 너무 커서 절단 속도가 너무 빠릅니다.
3, 플레이트 재질이 좋지 않고 플레이트 품질이 좋지 않으며 작은 노즐이 종양 잔류물을 제거하기 어렵습니다.
솔루션:
1. 대구경 노즐을 교체하고 초점을 적절한 위치;
2. 기류가 안정될 때까지 기압을 높이거나 낮춥니다. 적절한;
3, 좋은 접시를 선택하십시오.


저희에게 연락하세요!
Bergek CNC는 선전에 위치한 세계적인 제조 서비스 제공업체입니다. 당사는 CNC 가공 및 판금 가공을 전문으로 하며, 전 세계 제조업체에 맞춤형 제품을 다양하게 제공할 수 있는 첨단 장비를 보유하고 있습니다.
궁금한 사항이 있으시면 문의해 주세요.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com 모든 권리 보유.

