शीट मेटल फैब्रिकेशन और सीएनसी मशीनिंग के लिए वन-स्टॉप समाधान - बर्गेक सीएनसी
भाषा: हिन्दी
शीट मेटल फैब्रिकेशन और सीएनसी मशीनिंग के लिए वन-स्टॉप समाधान - बर्गेक सीएनसी
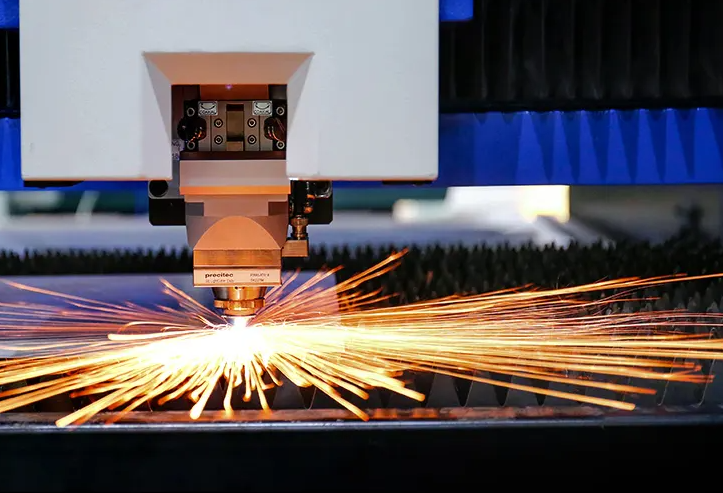
लेजर काटने की सेवा धातु प्रसंस्करण, स्टील, एयरोस्पेस, मोटर वाहन निर्माण, चिकित्सा उपकरण आदि जैसे विभिन्न प्रसंस्करण उद्योगों में प्रौद्योगिकी का व्यापक रूप से प्रवेश किया गया है। सबसे पहले, लेजर कट बीम फोकसिंग स्पॉट में एक बहुत छोटा विकिरण क्षेत्र होता है, जिसका उपयोग सूक्ष्म और सटीक मशीनिंग के लिए किया जा सकता है, जैसे कि सूक्ष्म दरारें और सूक्ष्म छिद्रों का प्रसंस्करण।
शीट धातु निर्माण परिभाषा और वर्गीकरण: शीट धातु एक है एक व्यापक शीत प्रसंस्करण प्रक्रिया के नीचे धातु शीट 6 मिमी के लिए सूचक, इस प्रक्रिया में मुख्य रूप से शामिल हैं: ब्लैंकिंग, बेंडिंग, वेल्डिंग और सरफेस इलाज।
किस ब्लैंकिंग को नंबर पंचिंग और लेजर कटिंग में विभाजित किया जा सकता है प्रसंस्करण मोड के अनुसार।
नंबर पंचिंग का उपयोग मुख्य रूप से कोल्ड रोल्ड प्लेट और हॉट रोल्ड को काटने के लिए किया जाता है 3 मिमी से नीचे की प्लेट, 4 मिमी से नीचे की एल्यूमीनियम प्लेट, और 2 मिमी से नीचे स्टेनलेस स्टील, अधिकतम प्लेट प्रसंस्करण आकार 1250 मिमी * 4000 मिमी है;
लेजर काटने की मशीन के अनुप्रयोग व्यापक हैं, तीन प्रकार हैं, YAG ठोस, CO2, और फाइबर लेजर काटने की मशीन।
लेजर कटिंग के फायदे और विशेषताएं: कई किस्मों के लिए, कई बैच, छोटे बैच, और गैर-मानक और उच्च परिशुद्धता प्रसंस्करण आवश्यकताओं, लेजर काटने के स्पष्ट फायदे हैं।
NUMERICAL नियंत्रण की पारंपरिक प्रक्रिया की तुलना में, इसमें है निम्नलिखित विशेषताएं:
1, उच्च स्तर की लचीलापन, काटने की गति, और फिर उत्पादन में सुधार दक्षता, उत्पादन चक्र को छोटा करें।
2, स्वचालन की उच्च डिग्री, सरल ऑपरेशन, श्रम तीव्रता को कम करें।
3, उच्च सामग्री उपयोग दर, उत्पादन लागत कम करें, आर्थिक सुधार करें फ़ायदे।
4, सामग्री की अच्छी अनुकूलन क्षमता, कोई प्रोप पहनना नहीं, प्रभावी रूप से जीवन को लम्बा खींचना।



(1) प्रक्रिया को अनुकूलित करना, प्रसंस्करण प्रक्रिया को कम करना फायदेमंद है और उत्पादन लागत को कम करें। यह शीट के एकमुश्त संचालन के कारण है आस्तीन का गठन और वेल्डिंग, मोल्ड के उपयोग को कम करना, इस प्रकार उत्पादन समय को कम करना।
(2) लेजर काटने की दक्षता में सुधार करने के लिए। करने के लिए सॉफ्टवेयर प्रोग्रामिंग का उपयोग करना एक अधिक उचित काटने की योजना विकसित करना न केवल उपयोग और अपशिष्ट को कम कर सकता है सामग्री की लेकिन प्रसंस्करण दक्षता में भी प्रभावी ढंग से सुधार करता है।
(3) यह उत्पाद विकास के लिए फायदेमंद है। जैसा कि उत्पादन चक्र है छोटा, नए उत्पादों के अनुसंधान और विकास की गति होगी नए बाजार की जरूरतों का पता लगाने के लिए वृद्धि हुई है।
लेजर वेल्डिंग, लेजर मार्किंग और लेजर कटिंग किसके तीन अनुप्रयोग हैं? काटने के आकार, काटने की गति के साथ लेजर, और लेजर काटने, मोटी प्लेट को काट सकते हैं अतुलनीय फायदे, उच्च शक्ति लेजर काटने को व्यापक रूप से मान्यता दी गई है बाजार। लेकिन क्योंकि उच्च शक्ति वाली लेजर कटिंग तकनीक अभी भी है लोकप्रियता का प्रारंभिक चरण, उच्च शक्ति वाले लेजर काटने के कौशल के कुछ ऑपरेटर बहुत कुशल नहीं हैं, आवेदन प्रक्रिया में लेजर काटने तीन हैं तकनीकी कठिनाइयाँ।
1, लेजर हेड प्रदूषण के बिना सभी लेंस, साफ हैं;
2, पानी की टंकी का पानी का तापमान सामान्य है, और लेजर में नहीं है संक्षेपण घटना;
3, गैस शुद्धता काटने, गैस प्रवाह, कोई रिसाव घटना नहीं।
समस्या एक: तल पर गड़गड़ाहट होती है
संभावित कारण:
1. प्रसंस्करण आवश्यकताओं को पूरा करने के लिए नोजल व्यास बहुत छोटा है;
2, नकारात्मक डिफोकस मेल नहीं खाता, नकारात्मक डिफोकस बढ़ाना चाहिए, मॉडुलन उपयुक्त स्थिति;
3, दबाव छोटा है, जिसके परिणामस्वरूप तल पर एक गड़गड़ाहट होती है, पूरी तरह से असमर्थ कट गया।
समाधान:
1, एक बड़े व्यास नोजल का चयन, गैस प्रवाह बढ़ा सकता है;
2, नेगेटिव डिफोकस बढ़ाएं ताकि कटिंग सेक्शन तक पहुंच जाए नीचे की स्थिति;
3, हवा के दबाव में वृद्धि, नीचे की गड़गड़ाहट को कम कर सकती है।
ट्यूब लेजर काटने के उपकरण
समस्या दो: धारियों से काटना
संभावित कारण:
1, नोजल का चयन गलत है, नोजल बहुत बड़ा है;
2, वायु दाब सेटिंग सही नहीं है, सेटिंग वायु दाब भी है ओवरबर्निंग धारियों की ओर ले जाने के लिए बड़ा;
3, काटने की गति सही नहीं है, काटने की गति बहुत धीमी या बहुत है उपवास पूर्ण अतिबर्निंग का कारण होगा।
समाधान:
1, नोजल को बदलें, नोजल को एक छोटे व्यास से बदलें, जैसे कि 16mm कार्बन स्टील उज्ज्वल काटने, उच्च गति नोजल D1.4 का चयन किया जा सकता है; 20 मिमी कार्बन स्टील उज्ज्वल सतह उच्च गति नोक D1.6 चुन सकते हैं;
2, काटने के दबाव को कम करें, अंत काटने की गुणवत्ता में सुधार करें;
3, काटने की गति, शक्ति और काटने की गति को ठीक से समायोजित करें, in अधिकार पर निम्नलिखित प्रभाव को प्राप्त करने के लिए।
समस्या तीन: नीचे नोड्यूल होते हैं
पीओssible कारण:
1, नोजल चयन बहुत छोटा है, काटने का फोकस मेल नहीं खाता;
2, दबाव बहुत छोटा या बहुत बड़ा है, काटने की गति बहुत तेज है;
3, प्लेट सामग्री खराब है, प्लेट की गुणवत्ता अच्छी नहीं है, और छोटी नोजल है ट्यूमर के अवशेषों को हटाना मुश्किल है।
समाधान:
1. लार्ज-कैलिबर नोजल को बदलें और फ़ोकल पॉइंट को पर एडजस्ट करें उपयुक्त स्थिति;
2. वायुदाब को तब तक बढ़ाएं या घटाएं जब तक वायु प्रवाह न हो उचित;
3, एक अच्छी प्लेट चुनें।


हमारे साथ जुड़े!
बर्गेक सीएनसी शेन्ज़ेन में एक विश्वस्तरीय विनिर्माण सेवा प्रदाता है। हमारे पास दुनिया भर के निर्माताओं को अनुकूलित उत्पादों की एक पूरी श्रृंखला प्रदान करने के लिए उन्नत उपकरण हैं, जो सीएनसी मशीनिंग और शीट मेटल प्रोसेसिंग में विशेषज्ञता रखते हैं।
अगर आपके कोई भी सवाल है, तो हमसे संपर्क करें।

कॉपीराइट © 2026 शेन्ज़ेन बर्गेक टेक्नोलॉजी कंपनी लिमिटेड - www.bergekcnc.com सर्वाधिकार सुरक्षित।

