Solución integral para la fabricación de chapa metálica y el mecanizado CNC - Bergek CNC
Idioma
Solución integral para la fabricación de chapa metálica y el mecanizado CNC - Bergek CNC
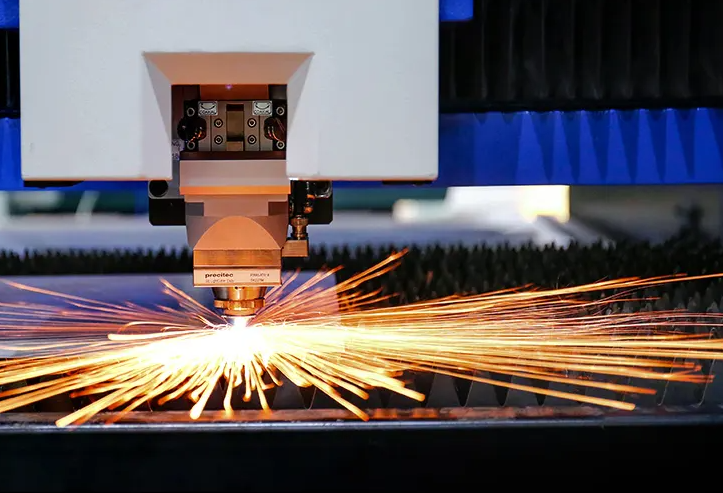
Servicio de corte por láser La tecnología ha sido ampliamente penetrada en varias industrias de procesamiento, como procesamiento de metales, acero, aeroespacial, fabricación de automóviles, equipos médicos, etc. En primer lugar, el punto de enfoque del haz de corte por láser tiene un área de irradiación muy pequeña, que se puede utilizar para el mecanizado micro y de precisión, como el procesamiento de microfisuras y microagujeros.
definición y clasificación de la fabricación de chapa: la chapa es una puntero a la hoja de metal 6 mm por debajo de un proceso integral de procesamiento en frío, el proceso incluye principalmente: corte, doblado, soldadura y superficie tratamiento.
Qué supresión se puede dividir en punzonado numérico y corte por láser según el modo de procesamiento.
El punzonado numérico se utiliza principalmente para cortar chapas laminadas en frío y laminadas en caliente. placas por debajo de 3 mm, placas de aluminio por debajo de 4 mm y acero inoxidable por debajo de 2 mm, el el tamaño máximo de procesamiento de la placa es de 1250 mm * 4000 mm;
Las aplicaciones de la máquina de corte por láser son amplias, hay tres tipos, YAG máquina de corte por láser de fibra, CO2 y sólidos.
Ventajas y características del corte por láser: para muchas variedades, muchas lotes, lotes pequeños y procesamiento no estándar y de alta precisión requisitos, el corte por láser tiene ventajas obvias.
Comparado con el proceso tradicional de control NUMÉRICO, tiene la siguientes caracteristicas:
1, alto grado de flexibilidad, velocidad de corte y luego mejora la producción eficiencia, acortar el ciclo de producción.
2, alto grado de automatización, operación simple, reduce la intensidad del trabajo.
3, alta tasa de utilización de materiales, reduce los costos de producción, mejora la economía beneficios.
4, buena adaptabilidad de los materiales, sin desgaste de accesorios, prolonga la vida útil de manera efectiva.



(1) Es beneficioso optimizar el proceso, reducir el proceso de procesamiento y reducir el costo de producción. Esto se debe a la operación de una sola vez de la hoja formación y la soldadura de la manga, reduciendo el uso del molde, por lo tanto reduciendo el tiempo de producción.
(2) para mejorar la eficiencia del corte por láser. Uso de la programación de software para desarrollar un esquema de corte más razonable no solo puede reducir el uso y el desperdicio de materiales, sino que también mejoran efectivamente la eficiencia de procesamiento.
(3) Es beneficioso para el desarrollo de productos. Como el ciclo de producción es acortado, la velocidad de investigación y desarrollo de nuevos productos será aumentado para explorar las nuevas necesidades del mercado.
La soldadura por láser, el marcado por láser y el corte por láser son tres aplicaciones de láser y corte por láser con tamaño de corte, velocidad de corte, puede cortar una placa más gruesa Ventajas incomparables, el corte por láser de alta potencia ha sido ampliamente reconocido en El mercado. Pero debido a que la tecnología de corte por láser de alta potencia todavía está en el etapa inicial de popularidad, algunos operadores de habilidades de corte por láser de alta potencia no son muy hábiles, el corte por láser en el proceso de aplicación hay tres dificultades tecnológicas.
1, la cabeza del láser todas las lentes sin contaminación, están limpias;
2, la temperatura del agua del tanque de agua es normal y el láser no tiene fenómeno de condensación;
3, pureza del gas de corte, flujo de gas, sin fenómeno de fuga.
Problema uno: hay rebabas en la parte inferior
Posibles Causas:
1. El diámetro de la boquilla es demasiado pequeño para cumplir con los requisitos de procesamiento;
2, el desenfoque negativo no coincide, debe aumentar el desenfoque negativo, posición apropiada de la modulación;
3, la presión es pequeña, lo que resulta en una rebaba en la parte inferior, incapaz de Corte.
Soluciones:
1, la selección de una boquilla de gran diámetro puede aumentar el flujo de gas;
2, aumente el desenfoque negativo para que la sección de corte alcance el posición inferior;
3, aumentando la presión del aire, puede reducir las rebabas inferiores.
Equipos de corte por láser de tubos
Problema dos: cortar con rayas
Posibles Causas:
1, la selección de la boquilla es incorrecta, la boquilla es demasiado grande;
2, la configuración de la presión del aire no es correcta, la configuración de la presión del aire es demasiado grande para dar lugar a rayas demasiado ardientes;
3, la velocidad de corte no es correcta, la velocidad de corte es demasiado lenta o demasiado rápido causará una sobrecombustión completa.
Soluciones:
1, reemplace la boquilla, reemplace la boquilla con un diámetro pequeño, como 16 mm corte brillante de acero al carbono, se puede seleccionar la boquilla de alta velocidad D1.4; carbono de 20 mm la superficie brillante de acero puede elegir la boquilla de alta velocidad D1.6;
2, reduce la presión de corte, mejora la calidad del corte final;
3, ajuste la velocidad de corte, la potencia y la velocidad de corte correctamente, en para lograr el siguiente efecto a la derecha.
Problema tres: hay nódulos en la parte inferior
CorreosPosibles causas:
1, la selección de la boquilla es demasiado pequeña, el enfoque de corte no coincide;
2, la presión es demasiado pequeña o demasiado grande, la velocidad de corte es demasiado rápida;
3, el material de la placa es deficiente, la calidad de la placa no es buena y la boquilla pequeña es residuo tumoral difícil de eliminar.
Soluciones:
1. Vuelva a colocar la boquilla de gran calibre y ajuste el punto focal a la puesto apropiado;
2. Aumente o disminuya la presión de aire hasta que el flujo de aire sea adecuado;
3, elige un buen plato.


¡Póngase en contacto con nosotros!
Bergek CNC es un proveedor de servicios de fabricación de primer nivel con sede en Shenzhen. Contamos con equipos de vanguardia para ofrecer una gama completa de productos personalizados a fabricantes de todo el mundo, especializándonos en mecanizado CNC y procesamiento de chapa metálica.
Si tienes alguna pregunta, por favor contáctanos.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Todos los derechos reservados.

