板金加工とCNC加工のワンストップソリューション - Bergek CNC
言語
板金加工とCNC加工のワンストップソリューション - Bergek CNC
機械産業の発展は、板金加工産業を活発に発展させました。ステンレス鈑金を使用した機械設備材は数多くあります。さまざまな機器のニーズに対して、さまざまなソリューションを提供し、低コストでお客様に高品質を提供したいと考えています。では、ステンレスの板金加工はどうですか?
機械産業の発展は、板金加工を行ってきました 産業は精力的に発展します。を備えた機械設備材料が多い ステンレス板金。さまざまな機器のニーズに合わせて、提供したい さまざまなソリューションを提供し、低コストで顧客に高品質を提供します。ではどうやって ステンレス板金加工ですか?今日ベルジェックが紹介するのは ステンレス板金加工の工程。
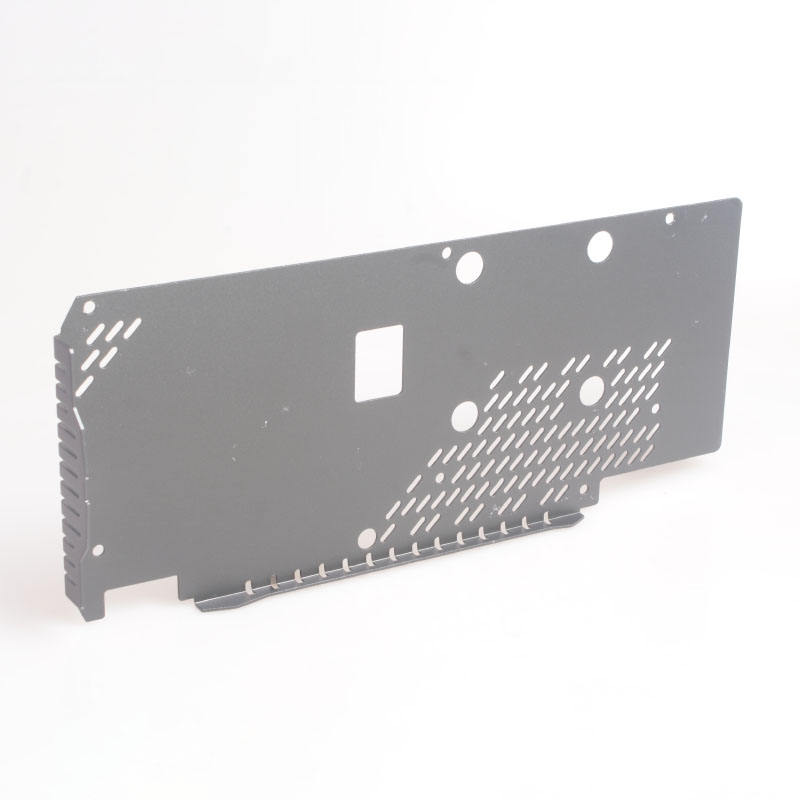
ステンレス板金の加工方法は?
切削材料を選択します。完了すると、次のプロセスが開始されます。 異なるステンレス鋼ワークピースが対応するプロセスに入ります 処理要件に従って。次に、曲げを決定する必要があります 図面のサイズとステンレス鋼の厚さに応じて 材料曲げツールとナイフ スロット。上型選びのポイントは、 材料と工具の衝突による変形を防ぎ、 ステンレス板の厚みで決まります。 スタッドの高さを考慮して適切なリベットを選択してください 成形し、プレスの圧力を調整して、 ボルトで固定された柱とワークピースの表面が同じ高さになるように、スタッドの圧力がしっかりしないようにします またはワークピースの表面から圧力がかかり、ワークピースのスクラップが発生します。 溶接には、アルゴンアーク溶接、スポット溶接、炭酸ガスシールドが含まれます 溶接、および手動アーク溶接。ワークピースの溶接位置は、 スポット溶接、ステンレス板一括処理を検討する場合 正確なスポット溶接位置を確保するために、位置決めツールを作成しました。

しっかりと溶接するためには、凸点を当てる必要があります。 凸点がステンレス鋼と接触するように、溶接機 電気溶接前のプレート、各点の加熱が均一であることを確認するため、および 溶接位置を決定できます。さらに、溶接プロセスでは、 予圧時間、保温時間、休止時間を調整し、 ワークスポット溶接会社。
2. 曲げ加工後のステンレス板金ワークの表面 リベッティング処理が必要で、プレートごとの処理方法 表面が異なります。ステンレス鋼の冷却板の表面は通常処理されます メッキ後、メッキは吹き付けではなく、リン酸処理を施し、 リン酸処理のスプレーが必要です。表面をきれいにした後、 脱脂後、メッキ板を吹き付けます。
3. ステンレス鋼板の表面前処理後、溶射 プロセスが必要です。組み立て後にワークピースにスプレーが必要な場合は、 導電性の穴と歯の穴の他の部分を保護する必要があります。ソフト グルーロッドまたはネジを歯の穴に挿入できます。高温テープ 導電性保護が必要な部品に貼り付けてください。 ポジショニング保護用に多数のポジショニングツールを作成する必要があります。 スプレーはワークピースにスプレーしません。の外側表面に ステンレス鋼の工作物、ナットのフランジングの穴が見えることがある ネジで保護されているため、ナット 40 フランジ 41 の穴を避けることができます。 スプレー。
4. スプレー後、組み立てプロセスを開始します。組み立てる前に、保護 元のステンレス スチール スプレーで使用されたステッカーをはがす必要があります。 の内側のねじ穴に塗料や粉末が吹き付けられていないことを確認してください。 部品。プロセス全体で、ほこりを防ぐために手袋を着用する必要があります ワークに飛散し、ワークの一部を洗浄する必要があります。 パージ。組み立て後、梱包作業に入ります。検査後、入れます ワークピースを保護用の特別なバッグに入れます。特殊な部分がない 梱包はプチプチで梱包されています。梱包する前に、気泡フィルムを ワークピースを梱包するために使用できる大きなサイズにカットしてください。 片面をパッケージ化し、処理速度に影響を与えます。梱包後、次のことができます。 多数のステンレス鋼の特別なカートンまたはバブルバッグをカスタマイズし、 ゴムパッド、トレイ、木製ケースなどをカートンに入れて貼り付けます。 カートンの完成品または半完成品のラベル。
ぜひご連絡ください!
Bergek CNCは深圳に拠点を置く世界クラスの製造サービスプロバイダーです。CNC加工と板金加工を専門とし、世界中のメーカーに幅広いカスタマイズ製品を提供できる高度な設備を備えています。
ご質問がございましたら、お問い合わせください。

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com All Rights Reserved.

