Комплексное решение для изготовления листового металла и обработки на станках с ЧПУ — Bergek CNC
Язык
Комплексное решение для изготовления листового металла и обработки на станках с ЧПУ — Bergek CNC
Развитие машиностроения привело к бурному развитию отрасли производства листового металла. Существует множество материалов для механического оборудования с листовым металлом из нержавеющей стали. Для различных потребностей в оборудовании мы хотим предоставить различные решения и создать хорошее качество для клиентов по низкой цене. Так как же происходит изготовление листового металла из нержавеющей стали?
Развитие машиностроения сделало производство листового металла промышленность бурно развивается. Существует множество материалов для механического оборудования с листовой металл из нержавеющей стали. Для различных потребностей оборудования мы хотим предоставить различные решения и создать хорошее качество для клиентов по низкой цене. Так как изготовление листового металла из нержавеющей стали? Сегодня bergek представит технологические этапы обработки листового металла из нержавеющей стали.
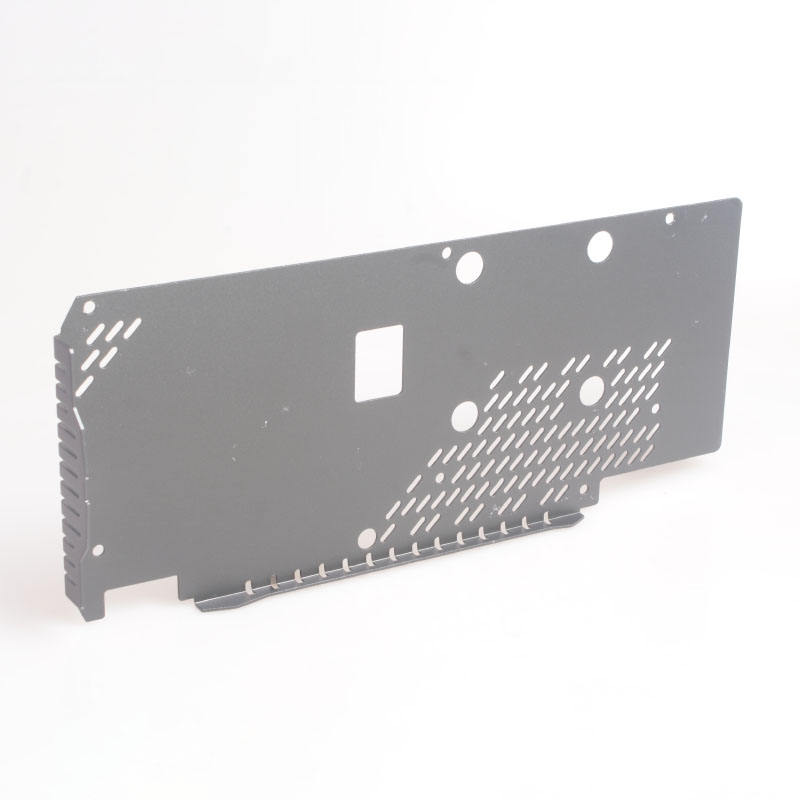
Как обработать листовой металл из нержавеющей стали?
Выберите режущий материал. По завершении начинается следующий процесс. Различные заготовки из нержавеющей стали войдут в соответствующий процесс в соответствии с требованиями обработки. Во-вторых, следует определить изгиб в соответствии с размером чертежа и толщиной нержавеющей стали инструмент для гибки материала и слот для ножа. Ключом к выбору верхней матрицы является предотвратить деформацию, вызванную столкновением между материалом и инструментом, который определяется в зависимости от толщины листа из нержавеющей стали. Клепка под давлением, чтобы учесть высоту шпильки, выбрать подходящую пресс-формы, а затем отрегулируйте давление пресса, чтобы убедиться, что колонна с болтовым креплением и поверхность заготовки заподлицо, избегайте непрочного давления шпильки или давление на поверхность заготовки, что приводит к поломке заготовки. Сварка включает аргонно-дуговую сварку, точечную сварку, сварку в среде защитного газа от углекислого газа. сварка и ручная дуговая сварка. Положение сварки заготовки должно быть При точечной сварке следует учитывать пакетную обработку листов из нержавеющей стали. Изготовлен инструмент для позиционирования, чтобы обеспечить точное положение точечной сварки.

Чтобы обеспечить сплошную сварку, необходимо попасть в выпуклую точку на сварщика, чтобы выпуклая точка соприкасалась с нержавеющей сталью пластину перед электросваркой, чтобы обеспечить равномерный нагрев каждой точки, и можно определить положение сварки. Кроме того, в процессе сварки следует отрегулируйте время предварительной нагрузки, время сохранения тепла и время отдыха, чтобы обеспечить что фирма точечной сварки заготовки.
2. Поверхность заготовки из листового металла из нержавеющей стали после гибки клепку нужно лечить, и метод обработки для разных пластин поверхности разные. Поверхность холодной пластины из нержавеющей стали обычно обрабатывается после покрытия покрытие не распыляется, а используется фосфатирование, фосфатирование необходимо распылять. После очистки поверхности и обезжиривается, гальваническая пластина напыляется.
3. После предварительной обработки поверхности листового металла из нержавеющей стали распыление требуется процесс. Когда заготовка нуждается в распылении после сборки, проводящее отверстие и другие части отверстия зуба должны быть защищены. мягкий клеевой стержень или винт можно вставить в отверстие зуба. Лента высокотемпературная должны быть наклеены на части, которые нуждаются в токопроводящей защите, и большой количество инструментов позиционирования должно быть сделано для защиты позиционирования, чтобы распыление не будет распыляться на заготовку. На внешней поверхности заготовка из нержавеющей стали, видно отверстие отбортовки гайки защищена винтом, чтобы избежать отбортовки 41 отверстия гайки 40 после распыление.
4. Начните процесс сборки после распыления. Перед сборкой защитный наклейки, использовавшиеся при оригинальном напылении нержавеющей стали, должны быть удалены, чтобы следите за тем, чтобы краска или порошок не попали во внутренние резьбовые отверстия части. Во время всего процесса следует носить перчатки, чтобы предотвратить попадание пыли. брызги на заготовку, и часть заготовки должна быть очищена чистка. После сборки начинается процесс упаковки. После осмотра поставить заготовку в специальный пакет для защиты. Некоторые детали без спец. упаковка упакована в пузырчатую пленку. Перед упаковкой пузырчатая пленка должна быть разрезаны на большой размер, который можно использовать для упаковки заготовки, чтобы не упаковать одну сторону и повлиять на скорость обработки; После упаковки вы можете настроить большое количество специальных коробок из нержавеющей стали или пузырчатых пакетов, резиновые прокладки, лотки, деревянные ящики и т. д., положите их в картонную коробку, а затем приклейте этикетки готовой продукции или полуфабрикатов на картонной упаковке.
Свяжитесь с нами!
Bergek CNC — поставщик производственных услуг мирового класса в Шэньчжэне. Мы располагаем передовым оборудованием для поставки полного спектра продукции по индивидуальному заказу производителям по всему миру, специализируясь на обработке на станках с ЧПУ и листового металла.
Если у вас возникнут вопросы, пожалуйста, свяжитесь с нами.

Авторские права © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Все права защищены.

