Solución integral para la fabricación de chapa metálica y el mecanizado CNC - Bergek CNC
Idioma
Solución integral para la fabricación de chapa metálica y el mecanizado CNC - Bergek CNC
El desarrollo de la industria de maquinaria ha hecho que la industria de fabricación de chapa se desarrolle vigorosamente. Hay muchos materiales de equipos mecánicos con chapa de acero inoxidable. Para diferentes necesidades de equipos, queremos brindar diferentes soluciones y crear buena calidad para los clientes a bajo costo. Entonces, ¿cómo es la fabricación de chapa de acero inoxidable?
El desarrollo de la industria de la maquinaria ha hecho que la fabricación de chapa la industria se desarrolle vigorosamente. Hay muchos materiales para equipos mecánicos con chapa de acero inoxidable. Para diferentes necesidades de equipos, queremos proporcionar diferentes soluciones y crear buena calidad para los clientes a bajo costo. Así que cómo es la fabricación de chapa de acero inoxidable? Hoy Bergek presentará el pasos del proceso de procesamiento de chapa de acero inoxidable.
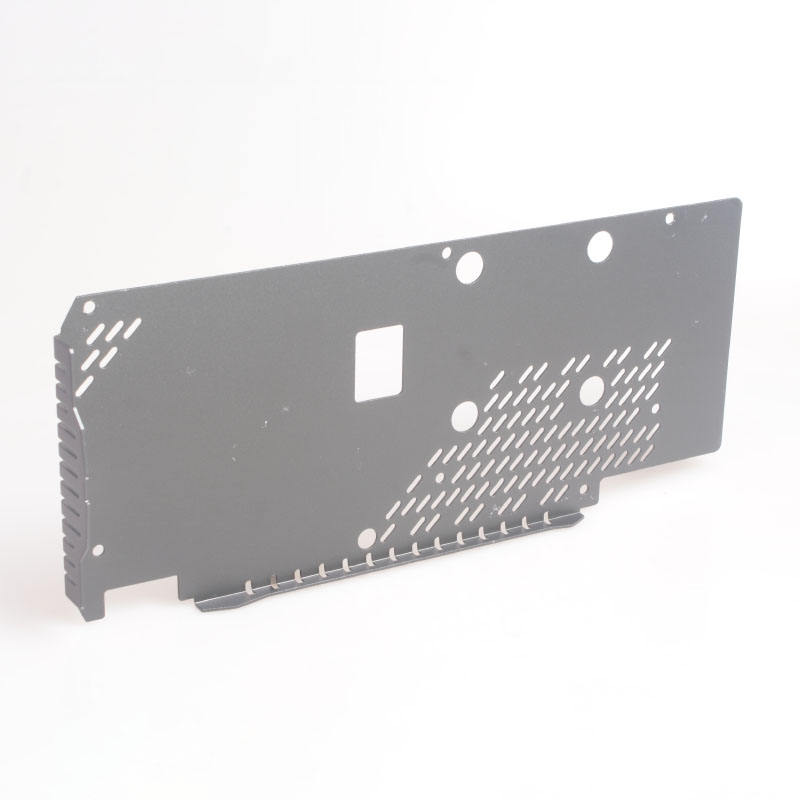
¿Cómo procesar chapa de acero inoxidable?
Seleccione el material de corte. Cuando se completa, comienza el siguiente proceso. Diferentes piezas de trabajo de acero inoxidable entrarán en el proceso correspondiente de acuerdo con los requisitos de procesamiento. En segundo lugar, se debe determinar la flexión según el tamaño del dibujo y el espesor del acero inoxidable herramienta para doblar material y ranura para cuchillo. La clave para seleccionar el troquel superior es prevenir la deformación causada por la colisión entre el material y la herramienta, que se determina según el espesor de la placa de acero inoxidable. Remachado a presión para tener en cuenta la altura del espárrago, elija el adecuado molde, y luego ajuste la presión de la prensa, para asegurar que el columna atornillada y la superficie de la pieza de trabajo al ras, evite que la presión del perno no sea firme o presión fuera de la superficie de la pieza de trabajo, lo que resulta en un desecho de la pieza de trabajo. La soldadura incluye soldadura por arco de argón, soldadura por puntos, protección con gas de dióxido de carbono soldadura y soldadura por arco manual. La posición de soldadura de la pieza de trabajo debe ser considerado cuando la soldadura por puntos, el procesamiento por lotes de placas de acero inoxidable debe ser herramientas de posicionamiento hechas, para asegurar una posición precisa de soldadura por puntos.

Para garantizar una soldadura sólida, es necesario golpear un punto convexo en el soldador, de modo que la punta convexa esté en contacto con el acero inoxidable placa antes de la soldadura eléctrica, para garantizar que cada punto de calentamiento sea uniforme, y puede determinar la posición de soldadura. Además, en el proceso de soldadura, debe ajustar el tiempo de precarga, el tiempo de conservación del calor y el tiempo de descanso para garantizar que la empresa de soldadura por puntos de la pieza de trabajo.
2. La superficie de la pieza de trabajo de chapa de acero inoxidable después de doblarse el remachado necesita ser tratado, y el método de tratamiento para diferentes placas Las superficies son diferentes. La superficie de la placa fría de acero inoxidable generalmente se procesa después del enchapado, el enchapado no se rocía, sino el uso del tratamiento de fosfatación, el tratamiento de fosfatado necesita ser rociado. Después de limpiar la superficie y desengrasado, la placa de recubrimiento se rocía.
3. Después del pretratamiento de la superficie de la chapa de acero inoxidable, un rociado se requiere proceso. Cuando la pieza de trabajo necesita ser rociada después del montaje, el El orificio conductor y otras partes del orificio del diente deben protegerse. un suave Se puede insertar una barra de pegamento o un tornillo en el orificio del diente. Cinta de alta temperatura debe pegarse en las partes que necesitan protección conductiva, y una gran Se debe hacer una cantidad de herramientas de posicionamiento para colocar la protección de modo que el rociado no rociará en la pieza de trabajo. En la superficie exterior de la pieza de trabajo de acero inoxidable, se puede ver que el orificio de la brida de la tuerca está protegido por el tornillo, a fin de evitar que el orificio de la tuerca 40 brida 41 después pulverización
4. Inicie el proceso de montaje después de la pulverización. Antes del montaje, la protección Las pegatinas utilizadas en la pulverización de acero inoxidable original deben quitarse para asegúrese de que no se pulverice pintura o polvo en los orificios roscados interiores del partes. Durante todo el proceso, se deben usar guantes para evitar que entre polvo. salpicaduras en la pieza de trabajo, y parte de la pieza de trabajo debe limpiarse purga Después del montaje, comienza el proceso de embalaje. Después de la inspección, coloque el pieza de trabajo en una bolsa especial para protección. Algunas partes sin especial Los envases están embalados con plástico de burbujas. Antes de empacar, la película de burbujas debe cortarse en un tamaño grande que pueda usarse para empaquetar la pieza de trabajo, para que no para empaquetar un lado y afectar la velocidad de procesamiento; Después del embalaje, puede personalizar una gran cantidad de cartones especiales de acero inoxidable o bolsas de burbujas, almohadillas de goma, bandejas, cajas de madera, etc., póngalos en la caja de cartón y luego péguelos las etiquetas de los productos terminados o productos semiterminados en el cartón.
¡Póngase en contacto con nosotros!
Bergek CNC es un proveedor de servicios de fabricación de primer nivel con sede en Shenzhen. Contamos con equipos de vanguardia para ofrecer una gama completa de productos personalizados a fabricantes de todo el mundo, especializándonos en mecanizado CNC y procesamiento de chapa metálica.
Si tienes alguna pregunta, por favor contáctanos.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Todos los derechos reservados.

