शीट मेटल फैब्रिकेशन और सीएनसी मशीनिंग के लिए वन-स्टॉप समाधान - बर्गेक सीएनसी
भाषा: हिन्दी
शीट मेटल फैब्रिकेशन और सीएनसी मशीनिंग के लिए वन-स्टॉप समाधान - बर्गेक सीएनसी
हाल ही में, मैंने शीट मेटल बेंडिंग प्रोसेसिंग के बारे में बहुत सारी जानकारी पेश की। आज, मैं आपसे बात करना जारी रखूंगा कि शीट मेटल झुकने की प्रक्रिया और बनाने की प्रक्रिया में किन समस्याओं पर ध्यान देने की आवश्यकता है। निम्नलिखित पाँच पहलुओं को संक्षेप में प्रस्तुत किया गया है।
शीट धातु झुकने के झुकने की प्रक्रिया विवरण क्या हैं? प्रसंस्करण?
हाल ही में, मैंने शीट मेटल बेंडिंग के बारे में बहुत सारी जानकारी पेश की प्रसंस्करण। आज मैं आपसे बात करना जारी रखूंगा कि क्या समस्याएं होनी चाहिए शीट धातु झुकने प्रसंस्करण और बनाने की प्रक्रिया में ध्यान दिया। निम्नलिखित पाँच पहलुओं को संक्षेप में प्रस्तुत किया गया है।
अर्धवृत्त करें। पहले झुकने वाली रेखा के दोनों ओर अर्धवृत्त बना लें, जो शीट धातु को दोनों तरफ से बाहर निकालने के कारण बाहर निकलने से रोक सकता है झुकने के बाद झुकने वाले कोण का। उत्तल आकार और शीट धातु की मोटाई, सामग्री जितनी मोटी होगी, उतना ही उत्तल होगा, इसलिए अर्धवृत्त का व्यास सामग्री की मोटाई के 1.5 गुना से बेहतर हैं।
डू आर एंगल। यदि आप कई बार स्टैम्पिंग करने के बाद भी R एंगल नहीं बनाते हैं, तो मूल समकोण धीरे-धीरे गायब होकर R कोण बन जाएगा, लेकिन इस समय, एक तरफ या आर कोण के दोनों किनारों की थोड़ी सी तरफ की लंबाई होगी। इसलिए, झुकने से पहले R कोण बनाएं, और अंदर का कोण or . से बड़ा होना चाहिए सामग्री की मोटाई के आधे के बराबर। यदि कोई स्पष्ट आवश्यकता नहीं है a समकोण, को R कोण में संसाधित किया जाना चाहिए; ड्राइंग की प्रक्रिया में, R लाइन बंद होने पर मोल्ड को नुकसान से बचने के लिए कोण को चिह्नित किया जाना चाहिए।
एक संकीर्ण या खुला साइड होल बनाएं। खुरदुरे किनारों से बचने के लिए, यह है के बीच के मोड़ पर एक संकीर्ण छेद या किनारे का छेद बनाने के लिए आवश्यक है विमान और झुकने वाली सतह, और संकीर्ण छेद की चौड़ाई होनी चाहिए मांस की मोटाई के 1.5 गुना से अधिक या उसके बराबर।
छूट। डिस्काउंट एज को एकतरफा और द्विपक्षीय में बांटा गया है, एकतरफा छूट की तुलना में, द्विपक्षीय छूट अधिक सटीक है, और छूट के किनारे की ऊंचाई 3 मिमी से अधिक है; साइड की दीवार पर पुर्जे नीचे की सतह से 10 मिमी से अधिक होना आवश्यक है; साइड वॉल हैं उद्घाटन 3 मिमी से ऊपर रखने के लिए, नीचे की सतह के बहुत करीब नहीं हो सकता है, अन्यथा छेद दबाव से विकृत हो जाएगा।

झुकने के बाद इसे विकृत किया जाना चाहिए। विकृति के दो मामले हैं। सबसे पहले, झुकने के बाद बल द्वारा गठित विरूपण को देखते हुए, बिना अन्य भागों को प्रभावित करते हुए, 45 डिग्री के झुकने वाले कोण में जोड़ा जा सकता है एडिटिव्स को मजबूत करना, ताकत बढ़ाना; दो, क्योंकि प्लेट का आकार है लंबे और संकीर्ण प्रकार को सीधा रखना आसान नहीं है, विरूपण झुकना, जो एक एल या दो उल्टे "यू" प्रकार के किनारे को मोड़ा जा सकता है, लेकिन कभी-कभी होगा कुछ कारकों से बाधित, सिर से पूंछ तक नहीं जुड़ सकता, तो आप कर सकते हैं अपनी ताकत बढ़ाने के लिए उत्तल पसलियों की सही मात्रा में खेलें।
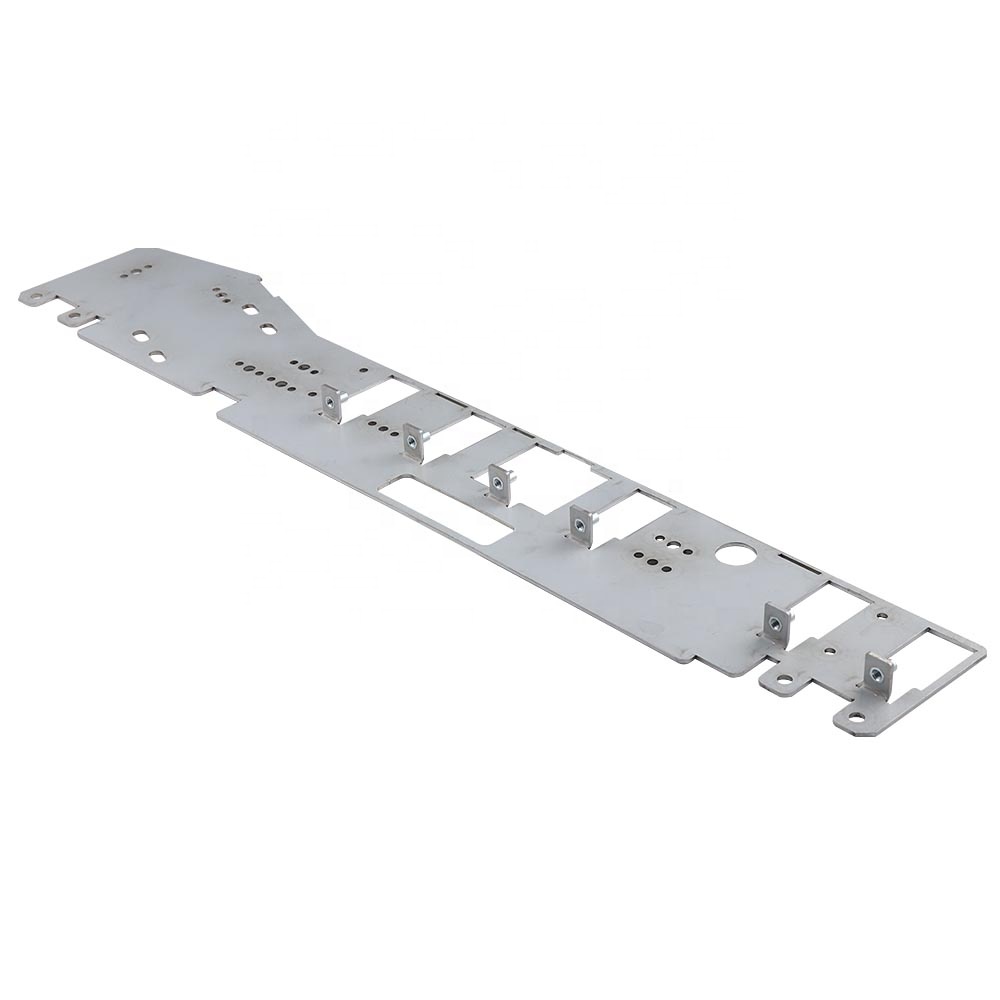
झुकने प्रसंस्करण मोल्डिंग
उपरोक्त आपको झुकने वाली मोल्डिंग प्रक्रिया का सारांश देने के लिए भुगतान करने की आवश्यकता है पहलुओं पर ध्यान दें, मुझे आपकी मदद करने की उम्मीद है। बर्गेक प्रसंस्करण संयंत्र के साथ आपको शीट धातु झुकने की प्रक्रिया के छोटे विवरण बताने का अनुभव है, ताकि आप ऑपरेशन की प्रक्रिया में गलतियों से बच सकते हैं, लेकिन सख्ती से भी प्रसंस्करण के लिए ग्राहकों की आवश्यकताओं के अनुसार चित्र।
बर्गेक सीएनसी शेन्ज़ेन में एक विश्वस्तरीय विनिर्माण सेवा प्रदाता है। हमारे पास दुनिया भर के निर्माताओं को अनुकूलित उत्पादों की एक पूरी श्रृंखला प्रदान करने के लिए उन्नत उपकरण हैं, जो सीएनसी मशीनिंग और शीट मेटल प्रोसेसिंग में विशेषज्ञता रखते हैं।
अगर आपके कोई भी सवाल है, तो हमसे संपर्क करें।

कॉपीराइट © 2026 शेन्ज़ेन बर्गेक टेक्नोलॉजी कंपनी लिमिटेड - www.bergekcnc.com सर्वाधिकार सुरक्षित।

