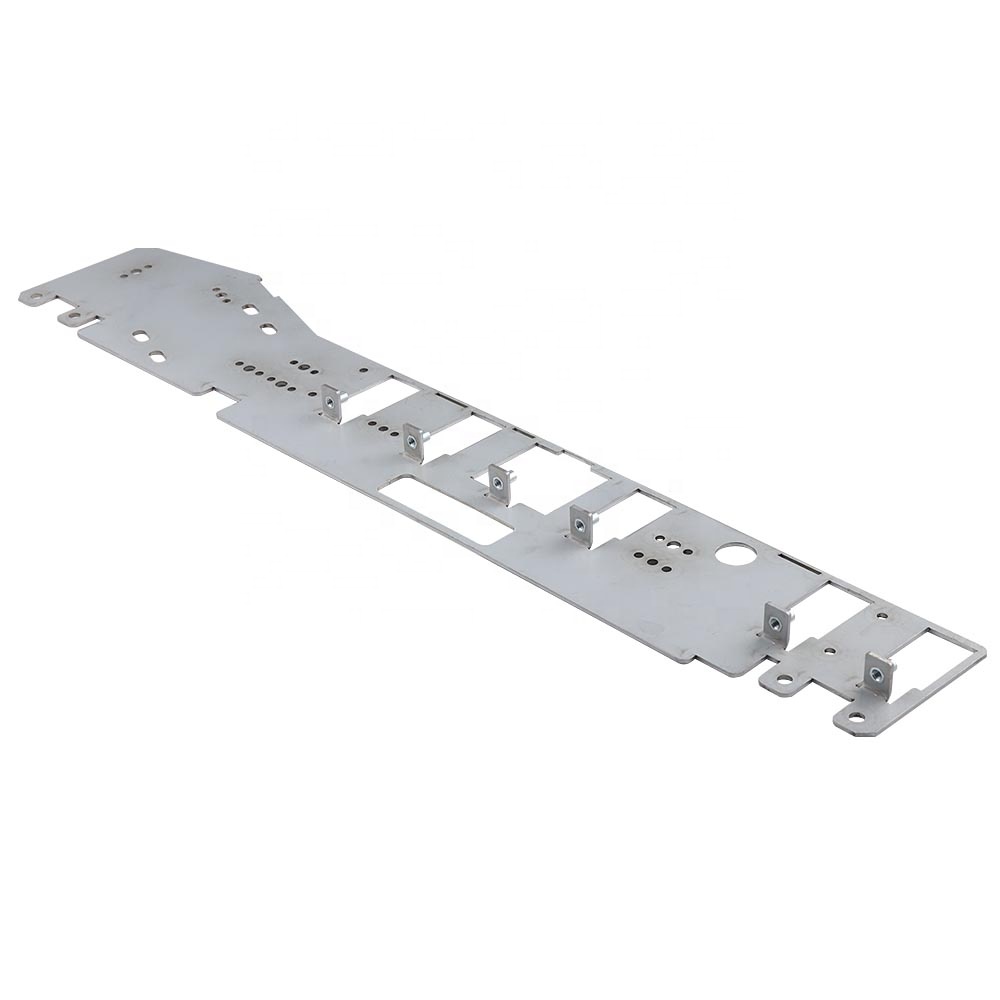
Детали изгиба листового металла
Комплексное решение для изготовления листового металла и обработки на станках с ЧПУ — Bergek CNC
Язык
Комплексное решение для изготовления листового металла и обработки на станках с ЧПУ — Bergek CNC
Недавно я познакомился с большим количеством знаний о гибке листового металла. Сегодня я продолжу говорить с вами о том, на какие проблемы необходимо обратить внимание в процессе обработки и формовки листового металла. Обобщаются следующие пять аспектов.
Каковы детали процесса гибки листового металла? обработка?
Недавно я познакомился с большим количеством знаний о гибке листового металла. обработка. Сегодня я продолжу говорить с вами о том, какие проблемы нужно решать. обратил внимание на процесс гибки и формовки листового металла. резюмируются следующие пять аспектов.
Делай полукруг. Сначала сделайте полукруг с обеих сторон линии сгиба, что может предотвратить выступание листового металла из-за экструзии с обеих сторон Угол изгиба после изгиба. Размер выпуклости и толщина листового металла, чем толще материал, тем выпуклее, следовательно, диаметр полукруга лучше, чем в 1,5 раза больше толщины материала.
Сделайте угол R. Если вы не сделаете угол R, после многократных штамповок, исходный прямой угол постепенно исчезнет, чтобы сформировать угол R, но в это время одна или обе стороны угла R будут иметь небольшую длину стороны. Следовательно, сделайте угол R перед изгибом, а угол внутри должен быть больше или равна половине толщины материала. Если нет четкого требования Прямой угол, должен быть обработан в угол R; В процессе рисования Р. Угол должен быть отмечен, чтобы избежать повреждения пресс-формы, когда линия остановлена.
Сделайте узкое или открытое боковое отверстие. Во избежание грубых краев рекомендуется необходимо сделать узкое отверстие или краевое отверстие в точке поворота между плоскость и поверхность изгиба, а ширина узкого отверстия должна быть больше или равно 1,5 толщины мяса.
Скидка. Дисконтное ребро делится на одностороннее и двустороннее, по сравнению с односторонней скидкой двусторонняя скидка является более точной, и высота края скидки больше 3 мм; Детали на боковой стенке должны быть на расстоянии более 10 мм от нижней поверхности; Есть боковая стенка отверстие не может быть слишком близко к нижней поверхности, чтобы держать выше 3 мм, в противном случае отверстие будет деформироваться под давлением.

Он должен деформироваться после изгиба. Два случая деформации. Во-первых, ввиду деформации, образованной усилием после изгиба, без воздействуя на другие части, можно добавить угол изгиба 45 градусов армирующие добавки, повышающие прочность; Два, потому что форма пластины длинный и узкий тип не легко держать прямо, деформация изгиба, которая можно сложить L или сложить два перевернутых края типа «U», но иногда будет прерывается некоторыми факторами, не может соединиться с головы до хвоста, то можно играть нужное количество выпуклых ребер, чтобы увеличить его прочность.
Гибка, обработка, формование
Вышеизложенное дает вам краткое изложение процесса гибки формования, необходимого для оплаты внимание на аспекты, я надеюсь помочь вам. Перерабатывающий завод в Бергеке с опыт, чтобы рассказать вам мелкие детали процесса гибки листового металла, так что можно избежать ошибок в процессе эксплуатации, но и в строгом в соответствии с требованиями заказчика чертежи для обработки.
Bergek CNC — поставщик производственных услуг мирового класса в Шэньчжэне. Мы располагаем передовым оборудованием для поставки полного спектра продукции по индивидуальному заказу производителям по всему миру, специализируясь на обработке на станках с ЧПУ и листового металла.
Если у вас возникнут вопросы, пожалуйста, свяжитесь с нами.

Авторские права © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Все права защищены.

