Solución integral para la fabricación de chapa metálica y el mecanizado CNC - Bergek CNC
Idioma
Solución integral para la fabricación de chapa metálica y el mecanizado CNC - Bergek CNC
Recientemente, compartí mucha información sobre el proceso de doblado de chapa metálica. Hoy, continuaré hablando sobre los problemas que deben tenerse en cuenta en el proceso de doblado y conformado de chapa metálica. A continuación, se resumen cinco aspectos.
Nuestro servicio de doblado de chapa metálica de precisión se caracteriza por su meticulosa atención al detalle y el estricto cumplimiento de los protocolos de control de calidad, garantizando que cada componente se fabrique según las especificaciones exactas. Mediante la incorporación de técnicas de doblado esenciales, como la formación de semicírculos y ángulos R, mejoramos tanto la integridad estructural como el atractivo estético del producto final, ofreciendo una durabilidad y un rendimiento superiores. Con un fuerte enfoque en soluciones centradas en el cliente y una capacidad de producción flexible, nuestro servicio no solo satisface diversas necesidades de mecanizado, sino que también ofrece un valor excepcional gracias a la experiencia de nuestros operarios y a una asistencia en línea eficaz.
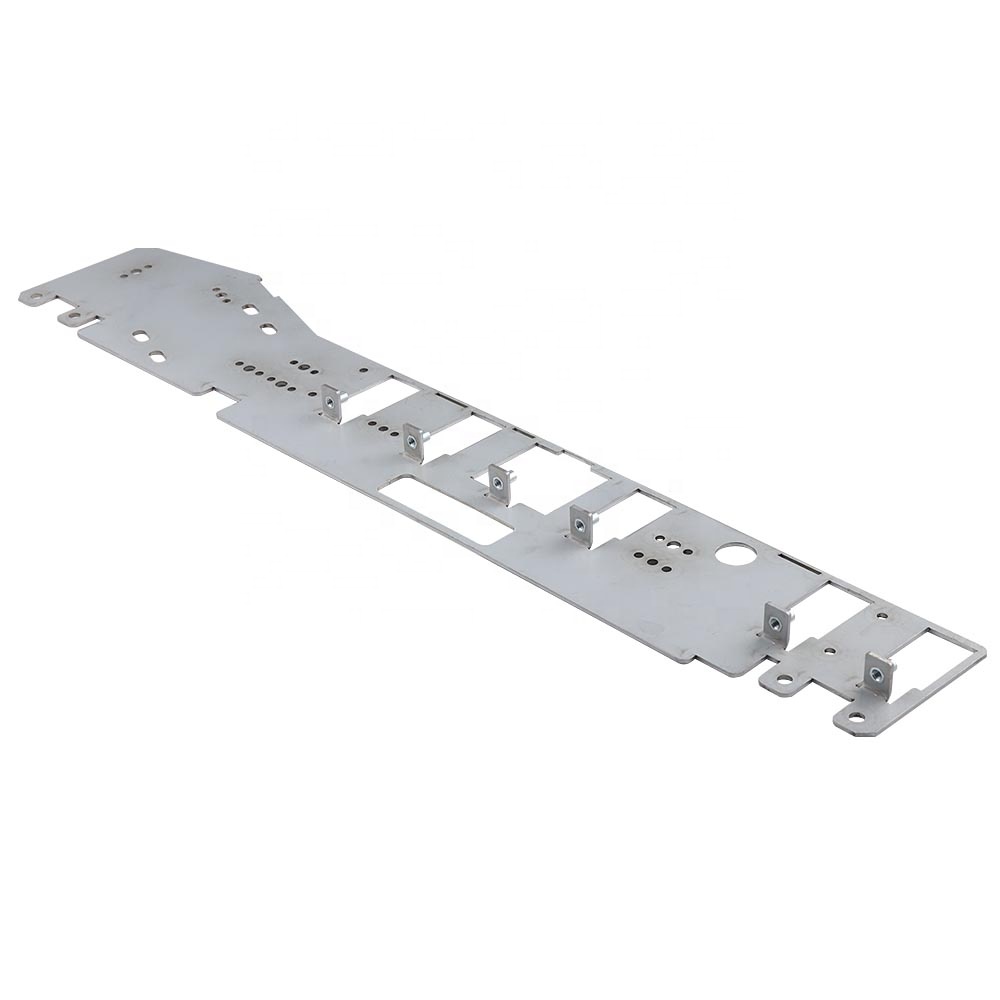
**Nuestros servicios: Doblado de chapa metálica de precisión**
En nuestro servicio de doblado de chapa de precisión, nos enorgullecemos de ofrecer una calidad y experiencia inigualables, adaptadas a sus necesidades específicas. Nuestro equipo de técnicos cualificados utiliza tecnología avanzada para garantizar doblados precisos y acabados impecables, lo que nos distingue en el sector. Prestamos servicio a una amplia gama de sectores, como el automotriz, el aeroespacial y el electrónico, ofreciendo soluciones personalizadas que mejoran el rendimiento y la durabilidad de su proyecto. Con un compromiso con plazos de entrega rápidos y rigurosos procesos de control de calidad, garantizamos que cada pieza cumpla con sus especificaciones exactas. Experimente la excelencia en el doblado de precisión: donde su visión se une a nuestra maestría.
**Nuestros servicios: Doblado de chapa metálica de precisión**
En Precision Sheet Metal Bending, nos enorgullecemos de ofrecer una artesanía y fiabilidad inigualables para diversos sectores. Nuestro equipo de expertos utiliza tecnología avanzada para garantizar dobleces precisos y diseños complejos, cumpliendo con sus especificaciones y plazos de entrega. Atendemos a una amplia gama de sectores, incluyendo el automotriz, aeroespacial y manufacturero, brindando soluciones a medida que optimizan su productividad. Nuestro compromiso con el control de calidad implica que cada producto se somete a rigurosas pruebas e inspecciones, garantizando durabilidad y rendimiento. Elija Precision Sheet Metal Bending para sus necesidades de fabricación de metal y experimente un servicio diseñado para superar sus expectativas e impulsar su éxito. Su visión, hecha realidad por expertos.
¿Cuáles son los detalles del proceso de formación de doblado de doblado de chapa? ¿Procesando?
Recientemente, introduje muchos conocimientos sobre el plegado de chapa Procesando. Hoy continuaré hablándoles sobre qué problemas deben ser prestado atención en el proceso de formación y procesamiento de plegado de chapa. los se resumen los siguientes cinco aspectos.
Haz el semicírculo. Primero haga un semicírculo en ambos lados de la línea de doblado, que puede evitar que la lámina de metal sobresalga debido a la extrusión en ambos lados del ángulo de flexión después de la flexión. Tamaño convexo y espesor de chapa, el cuanto más grueso es el material, más convexo, por lo tanto, el diámetro del semicírculo son mejores que 1,5 veces el espesor del material.
Haz el ángulo R. Si no hace R Angle, después de muchas veces de estampado, el El ángulo recto original desaparecerá gradualmente para formar el ángulo R, pero en este momento, un lado o ambos lados del ángulo R tendrán una pequeña longitud lateral. Por lo tanto, haga el ángulo R antes de doblar, y el ángulo interior debe ser mayor que o igual a la mitad del espesor del material. Si no hay un requisito claro ángulo recto, debe procesarse en un ángulo R; En el proceso de dibujo, R Se debe marcar el ángulo para evitar dañar el molde cuando se detiene la línea.
Haz un agujero lateral estrecho o abierto. Para evitar asperezas, es necesario hacer un agujero angosto o un agujero de borde en el punto de inflexión entre el El plano y la superficie de flexión, y el ancho del orificio estrecho deben ser mayor o igual a 1,5 veces el espesor de la carne.
Un descuento. El borde de descuento se divide en unilateral y bilateral, En comparación con el descuento unilateral, el descuento bilateral es más preciso y la altura del borde de descuento es superior a 3 mm; Las partes en la pared lateral deben estar a más de 10 mm de la superficie inferior; Hay pared lateral la apertura no puede estar demasiado cerca de la superficie inferior, para mantenerse por encima de 3 mm, de lo contrario el agujero se deformará por la presión.

Debe deformarse después de doblarse. Hay dos casos de deformación. Primero, en vista de la deformación formada por la fuerza después de la flexión, sin que afecta a otras partes, se puede agregar en el ángulo de flexión de 45 grados de aditivos de refuerzo, aumentan la fuerza; Dos, porque la forma de la placa es El tipo largo y estrecho no es fácil de mantener recto, la deformación por flexión, que se puede doblar en forma de L o doblar dos bordes tipo "U" invertida, pero a veces será interrumpido por algunos factores, no se puede conectar de la cabeza a la cola, entonces puede Juega la cantidad correcta de costillas convexas para aumentar su fuerza.
Moldeo por procesamiento de flexión
Lo anterior es para brindarle un resumen del proceso de moldeo por flexión que debe pagar atención a los aspectos, espero poder ayudarte. Planta de procesamiento de Bergek con experiencia para contarle los pequeños detalles del proceso de doblado de chapa, de modo que puede evitar errores en el proceso de operación, pero también en estricto de acuerdo con los requisitos del cliente dibujos para el procesamiento.
Bergek CNC es un proveedor de servicios de fabricación de primer nivel con sede en Shenzhen. Contamos con equipos de vanguardia para ofrecer una gama completa de productos personalizados a fabricantes de todo el mundo, especializándonos en mecanizado CNC y procesamiento de chapa metálica.
Si tienes alguna pregunta, por favor contáctanos.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Todos los derechos reservados.

