Soluzione unica per la fabbricazione di lamiere e lavorazioni CNC - Bergek CNC
linguaggio
Soluzione unica per la fabbricazione di lamiere e lavorazioni CNC - Bergek CNC
Di recente ho introdotto diverse nozioni relative al processo di piegatura della lamiera. Oggi continuerò a parlarvi dei problemi a cui prestare attenzione durante il processo di piegatura e formatura della lamiera. Di seguito riassumo cinque aspetti.
Il nostro servizio di piegatura di precisione della lamiera si distingue per la meticolosa attenzione ai dettagli e il rigoroso rispetto dei protocolli di controllo qualità, garantendo che ogni componente sia realizzato secondo specifiche precise. Grazie all'impiego di tecniche di piegatura essenziali come la formazione di semicerchi e angoli a R, miglioriamo sia l'integrità strutturale che l'aspetto estetico del prodotto finale, offrendo durata e prestazioni superiori. Con una forte attenzione alle soluzioni orientate al cliente e a capacità produttive flessibili, il nostro servizio non solo soddisfa le diverse esigenze di lavorazione, ma offre anche un valore eccezionale grazie alla competenza dei nostri artigiani e a un'assistenza online reattiva.
**Servizi offerti: piegatura di precisione di lamiere**
Presso il nostro servizio di piegatura di precisione della lamiera, siamo orgogliosi di offrire qualità e competenza ineguagliabili, personalizzate in base alle vostre esigenze specifiche. Il nostro team di tecnici qualificati utilizza tecnologie all'avanguardia per garantire piegature precise e finiture impeccabili, distinguendoci nel settore. Serviamo una vasta gamma di settori, tra cui quello automobilistico, aerospaziale ed elettronico, fornendo soluzioni personalizzate che migliorano le prestazioni e la durata del vostro progetto. Grazie al nostro impegno per tempi di consegna rapidi e rigorosi processi di controllo qualità, garantiamo che ogni pezzo soddisfi le vostre precise specifiche. Scoprite l'eccellenza nella piegatura di precisione: dove la vostra visione incontra la nostra maestria artigianale.
**Servizi offerti: piegatura di precisione di lamiere**
Noi di Precision Sheet Metal Bending siamo orgogliosi di offrire una lavorazione artigianale e un'affidabilità senza pari per diversi settori. Il nostro team di esperti si avvale di tecnologie avanzate per garantire piegature precise e design complessi, rispettando sia le vostre specifiche che le scadenze. Serviamo un'ampia gamma di settori, tra cui quello automobilistico, aerospaziale e manifatturiero, fornendo soluzioni personalizzate che migliorano la vostra produttività. Il nostro impegno per la garanzia della qualità significa che ogni prodotto viene sottoposto a rigorosi test e ispezioni, garantendo durata e prestazioni. Sceglieteci per le vostre esigenze di lavorazione dei metalli e sperimentate un servizio progettato per superare le aspettative e contribuire al vostro successo. La vostra visione, realizzata con maestria.
Quali sono i dettagli del processo di formatura della piegatura della lamiera in lavorazione?
Di recente, ho introdotto molte conoscenze sulla piegatura della lamiera in lavorazione. Oggi continuerò a parlarti di quali problemi devono essere prestato attenzione nel processo di piegatura e formatura della lamiera. Il seguenti cinque aspetti sono riassunti.
Fai il semicerchio. Fai prima un semicerchio su entrambi i lati della linea di piegatura, che può impedire alla lamiera di sporgere a causa dell'estrusione su entrambi i lati dell'angolo di piegatura dopo la piegatura. Dimensioni convesse e spessore lamiera, il più spesso è il materiale, più convesso, quindi, il diametro del semicerchio sono migliori di 1,5 volte lo spessore del materiale.
Fare l'angolo R. Se non si effettua l'angolo R, dopo molte volte di timbratura, il L'angolo retto originale scomparirà gradualmente per formare l'angolo R, ma in questo momento, un lato o entrambi i lati dell'angolo R avranno una piccola lunghezza laterale. Perciò, crea l'angolo R prima di piegare e l'angolo interno dovrebbe essere maggiore di o pari alla metà dello spessore del materiale. Se non c'è un chiaro requisito a Angolo retto, dovrebbe essere trasformato in un Angolo R; In fase di disegno, R L'angolo deve essere contrassegnato per evitare danni allo stampo quando la linea è ferma.
Fai un foro laterale stretto o aperto. Per evitare spigoli, lo è necessario realizzare un foro stretto o un foro sul bordo nel punto di svolta tra il piano e la superficie di piegatura, e la larghezza del foro stretto dovrebbe essere maggiore o uguale a 1,5 volte lo spessore della carne.
Uno sconto. Il margine di sconto si divide in unilaterale e bilaterale, rispetto allo sconto unilaterale, lo sconto bilaterale è più accurato e l'altezza del bordo di sconto è maggiore di 3 mm; Le parti sulla parete laterale devono essere a più di 10 mm dalla superficie inferiore; Ci sono pareti laterali l'apertura non può essere troppo vicino alla superficie inferiore, per mantenere al di sopra di 3 mm, altrimenti il foro sarà deformato dalla pressione.

Dovrebbe essere deformato dopo la piegatura. Ci sono due casi di deformazione. Innanzitutto, vista la deformazione formata dalla forza dopo la flessione, senza interessando altre parti, può essere aggiunto nell'angolo di piegatura di 45 gradi di additivi rinforzanti, aumentare la forza; Due, perché la forma del piatto lo è il tipo lungo e stretto non è facile da mantenere dritto, piegando la deformazione, che può essere piegato a L o piegato con due bordi di tipo "U" invertiti, ma a volte lo sarà interrotto da alcuni fattori, non puoi collegarti dalla testa alla coda, quindi puoi gioca la giusta quantità di nervature convesse per aumentarne la forza.
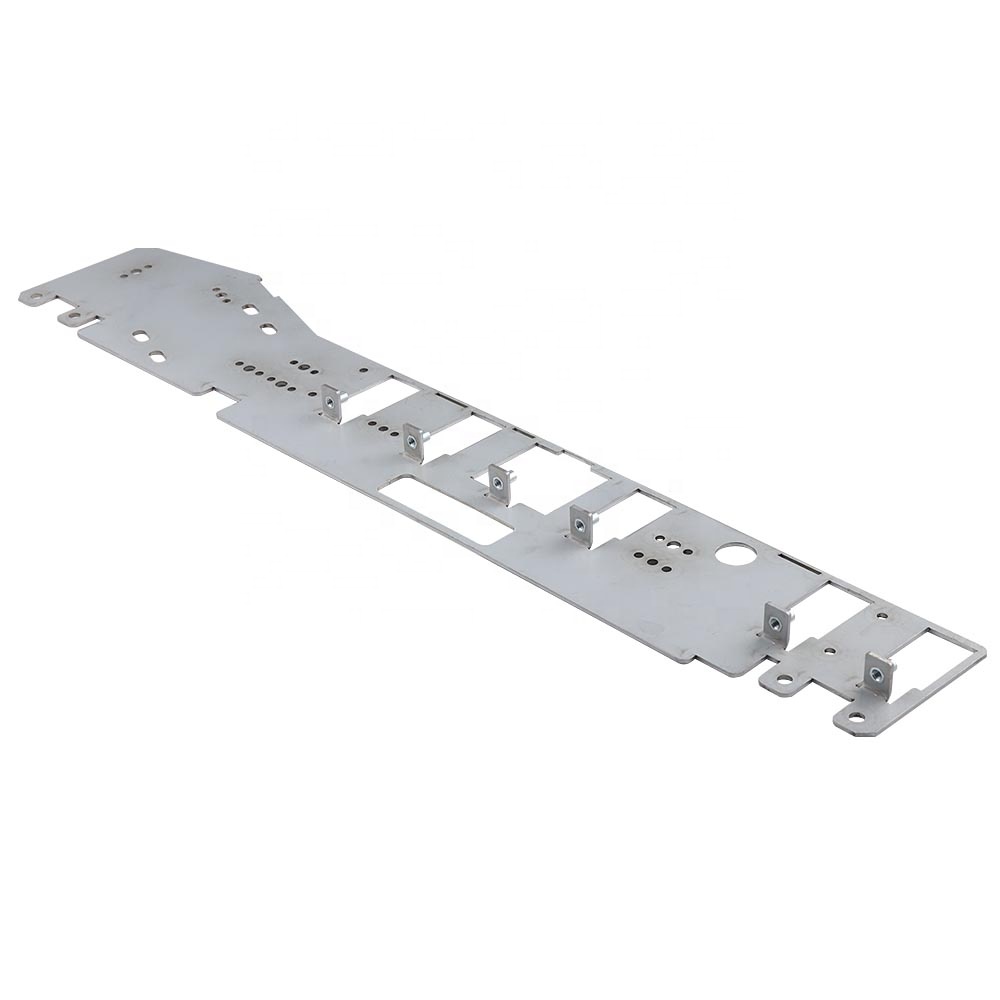
Lavorazione di piegatura stampaggio
Quanto sopra serve per darti un riepilogo del processo di piegatura e stampaggio che devi pagare attenzione agli aspetti, spero di aiutarti. Impianto di trasformazione di Bergek con esperienza per dirti i piccoli dettagli del processo di piegatura della lamiera, in modo che puoi evitare errori nel processo operativo, ma anche in modo rigoroso secondo i requisiti del cliente disegni per l'elaborazione.
Bergek CNC è un fornitore di servizi di produzione di livello mondiale con sede a Shenzhen. Disponiamo di attrezzature all'avanguardia per fornire una gamma completa di prodotti personalizzati ai produttori di tutto il mondo, specializzati nella lavorazione CNC e nella lavorazione della lamiera.
Se avete domande, non esitate a contattarci.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Tutti i diritti riservati.

