Solution unique pour la fabrication de tôles et l'usinage CNC - Bergek CNC
Langue
Solution unique pour la fabrication de tôles et l'usinage CNC - Bergek CNC
Récemment, j'ai partagé de nombreuses connaissances sur le pliage de la tôle. Aujourd'hui, je vais poursuivre avec vous en abordant les problèmes à prendre en compte lors du pliage et du formage de la tôle. Voici un résumé des cinq points essentiels.
Notre service de pliage de tôle de précision se distingue par son souci du détail et son respect rigoureux des protocoles d'assurance qualité, garantissant la fabrication de chaque composant selon des spécifications exactes. Grâce à l'intégration de techniques de pliage essentielles telles que le pliage en demi-cercle et en angle droit, nous optimisons l'intégrité structurelle et l'esthétique du produit final, lui conférant une durabilité et des performances supérieures. Axé sur des solutions personnalisées et doté d'une grande flexibilité de production, notre service répond à tous vos besoins d'usinage et vous offre une valeur ajoutée exceptionnelle grâce à un savoir-faire artisanal et une assistance en ligne réactive.
**Nos services : Service de pliage de tôle de précision**
Notre service de pliage de tôle de précision est fier de vous offrir une qualité et une expertise inégalées, adaptées à vos besoins spécifiques. Notre équipe de techniciens qualifiés utilise une technologie de pointe pour garantir des pliages précis et des finitions impeccables, ce qui nous distingue dans le secteur. Nous desservons une clientèle diversifiée, notamment l'automobile, l'aérospatiale et l'électronique, en fournissant des solutions sur mesure qui optimisent la performance et la durabilité de vos projets. Grâce à notre engagement envers des délais de livraison rapides et des processus d'assurance qualité rigoureux, nous garantissons que chaque pièce répond à vos spécifications exactes. Découvrez l'excellence du pliage de précision : là où votre vision rencontre notre savoir-faire.
**Nos services : Service de pliage de tôle de précision**
Chez Precision Sheet Metal Bending, nous sommes fiers de notre savoir-faire et de notre fiabilité inégalés, destinés à une clientèle diversifiée. Notre équipe d'experts utilise des technologies de pointe pour garantir des pliages précis et des conceptions complexes, en respectant vos spécifications et vos délais. Nous collaborons avec de nombreux secteurs, dont l'automobile, l'aérospatiale et la fabrication, en proposant des solutions sur mesure qui optimisent votre productivité. Notre engagement envers l'assurance qualité implique que chaque produit est soumis à des tests et des inspections rigoureux, garantissant durabilité et performance. Confiez-nous vos besoins en fabrication métallique et bénéficiez d'un service conçu pour dépasser vos attentes et contribuer à votre réussite. Votre vision, concrétisée avec expertise.
Quels sont les détails du processus de pliage de pliage de tôle En traitement?
Récemment, j'ai introduit beaucoup de connaissances sur le pliage de tôle En traitement. Aujourd'hui, je vais continuer à vous parler des problèmes qui doivent être résolus prêté attention dans le processus de pliage et de formage de la tôle. La les cinq aspects suivants sont résumés.
Faites le demi-cercle. Faites d'abord un demi-cercle des deux côtés de la ligne de pliage, qui peut empêcher la tôle de dépasser en raison de l'extrusion des deux côtés de l'angle de pliage après pliage. Taille convexe et épaisseur de tôle, la plus le matériau est épais, plus convexe, donc, le diamètre du demi-cercle sont meilleures que 1,5 fois l'épaisseur du matériau.
Faites l'angle R. Si vous ne faites pas d'angle R, après plusieurs fois d'estampage, le L'angle droit d'origine disparaîtra progressivement pour former l'angle R, mais à ce moment, un côté ou les deux côtés de R Angle auront une petite longueur de côté. Par conséquent, faire l'angle R avant de plier, et l'angle à l'intérieur doit être supérieur ou égale à la moitié de l'épaisseur du matériau. S'il n'y a pas d'exigence claire, un angle droit, doit être transformé en un angle R ; En cours de dessin, R L'angle doit être marqué pour éviter d'endommager le moule lorsque la ligne est arrêtée.
Faites un trou latéral étroit ou ouvert. Afin d'éviter les bords rugueux, il est nécessaire de faire un trou étroit ou un trou de bord au point tournant entre le plan et la surface de flexion, et la largeur du trou étroit doit être supérieure ou égale à 1,5 fois l'épaisseur de la viande.
Un rabais. Le bord de remise est divisé en unilatéral et bilatéral, par rapport à la remise unilatérale, la remise bilatérale est plus précise, et la hauteur du bord de remise est supérieure à 3 mm ; Les pièces sur la paroi latérale doivent être à plus de 10 mm de la surface inférieure ; Il y a des parois latérales l'ouverture ne peut pas être trop proche de la surface inférieure, à maintenir au-dessus de 3 mm, sinon le trou sera déformé par la pression.

Il doit être déformé après pliage. Il existe deux cas de déformation. Tout d'abord, compte tenu de la déformation formée par l'effort après flexion, sans affectant d'autres pièces, peut être ajouté dans l'angle de flexion de 45 degrés de additifs de renforcement, augmentent la résistance; Deuxièmement, parce que la forme de la plaque est le type long et étroit n'est pas facile à garder droit, déformation en flexion, ce qui peut être plié en L ou plié en deux bords de type "U" inversé, mais sera parfois interrompu par certains facteurs, ne peut pas se connecter de la tête à la queue, alors vous pouvez jouez la bonne quantité de côtes convexes pour augmenter sa force.
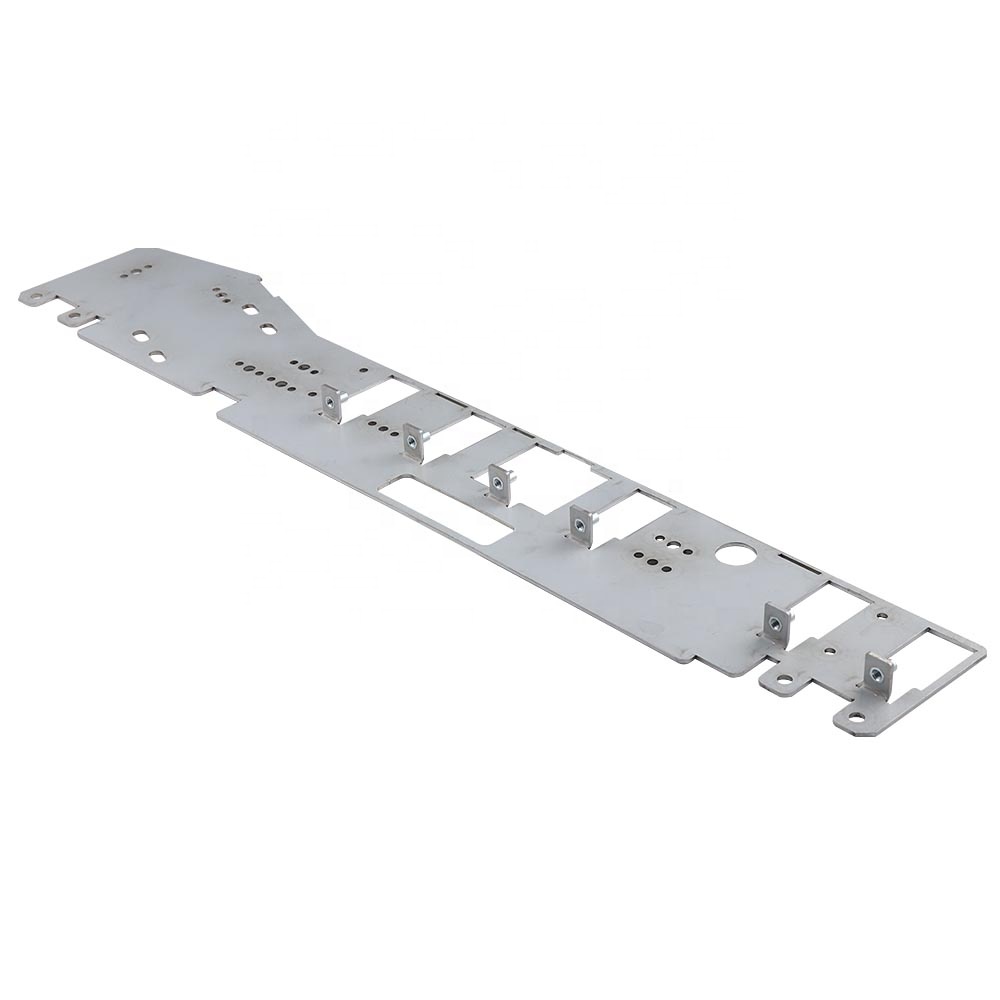
Moulage de traitement de cintrage
Ce qui précède est pour vous donner un résumé du processus de moulage par pliage à payer attention aux aspects, j'espère vous aider. Usine de traitement de Bergek avec expérience pour vous dire les petits détails du processus de pliage de tôle, de sorte que vous pouvez éviter les erreurs dans le processus de fonctionnement, mais aussi dans le strict conformément aux dessins des exigences du client pour le traitement.
Bergek CNC est un prestataire de services de fabrication de classe mondiale basé à Shenzhen. Spécialisé dans l'usinage CNC et le traitement de la tôle, nous disposons d'équipements de pointe pour proposer une gamme complète de produits personnalisés aux fabricants du monde entier.
Si vous avez des questions, veuillez nous contacter.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Tous droits réservés.

