One-stop solution for Sheet Metal Fabrication & CNC Machining - Bergek CNC
Language
One-stop solution for Sheet Metal Fabrication & CNC Machining - Bergek CNC
There are different types of sheet metal bending used to achieve different bending in different ways. Three of the bending methods (air bending, backing, and stamping) use a bending machine, while the others use a variety of machines.
Sheet metal bending is a metalworking technique used to change flat sheet metal parts into V, U, or groove shapes.
This is an important and convenient manufacturing process because bending a flat sheet of metal into a new shape is much cheaper than crafting V, U, or channel shapes from solid workpieces or casting them in a foundry. In addition, bending produces a stronger proportion of parts such as two flat metal pieces welded together into a V-shape.
Many types of sheet metal bending involve the use of machines called brakes, sometimes called bending machines or sheet metal folding machines. Force can be applied manually or using, for example, a hydraulic device.
There are different types of sheet metal bending used to achieve different bending in different ways. Three of the bending methods (air bending, backing, and stamping) use a bending machine, while the others use a variety of machines.
1) The air bends
Air bending is a bending method in which the punch presses the metal plate into the die, but not so far that it touches the wall of the die.
It's not as accurate as other methods, but it's very flexible: it can be used to make bends in V's, U's, and other shapes. This is partly because the die geometry does not need to correspond exactly to the desired sheet metal bending since there is no contact between the two surfaces.
2) render
The base is another way to bend. During the underlaying process, the punch presses the metal plate completely into the mold, forming a bend corresponding to the internal geometry of the mold. It is used to make V bends.
3) stamping
Stamping is a more expensive type of bending in which the punch is lowered with greater force in the sheet metal and die, resulting in permanent deformation with little rebound.
4) Collapsible
Folding can be done on machines such as cornice brakes or rod folding machines. Clamp the sheet metal in place before the clamp beam is raised to bend the metal around the profile. Folding implements v-shaped bending and allows positive or negative bending angles.
5) to wipe
Wipe (or edge bending or wipe bending) is another bending method suitable for machinery, such as cornice brakes and rebar folding machines (in some cases, bending machines). It is faster than folding but causes more damage to the sheet metal surface.
6) roll
Roll bending is probably the most unique sheet metal bending process due to the machinery used. The roll and bend system has three cylindrical rollers that bend metal plates into an arc, so it can be used to make pipes, tubing, and other circular parts.
7) The ladder bends
Step bending (sometimes called bump bending) is a method of approximating smooth bending (e.g., bending by roll bending) using a bending machine. By performing several small V-shaped bends in succession, step bends can produce bends that look like bends.




Mild steel: can be bent at any temperature.
Spring steel: flexible after annealing.
Alloy steel 4140: bendable after annealing.
Aluminum 5052: Has a high degree of bendability compared to other aluminum alloys.
Copper: highly flexible.
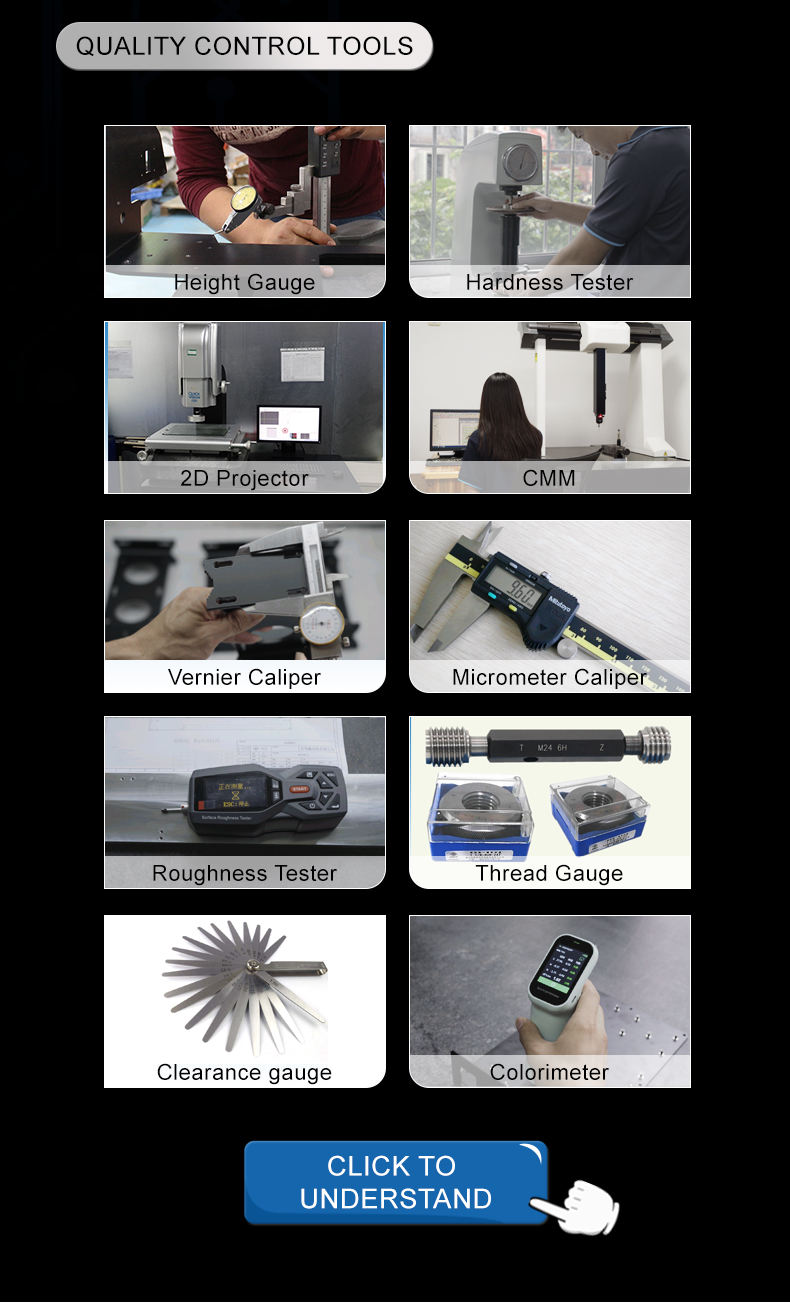
Quality is the true reason that BERGEK survive in the market for so many years. We saw many of our competitors are making money by playing around the quality and they lose the market faster than we think. We know that is not a sustainable business pattern. We are a professional supplier.
we know what we are doing. We keep a very stable quality level for years. our qualified products rate is 99.86% and we are constantly improving it, thanks to our professional production team and technical team. We hope our clients can get what they paid for.
Get In Touch With Us!
Bergek CNC is a world-class manufacturing service provider in Shenzhen. We have advanced equipment to provide a full range of customized products to manufacturers around the world, specializing in CNC machining and sheet metal processing.
If you have any question,please contact us.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com All Rights Reserved.

