One-stop solution for Sheet Metal Fabrication & CNC Machining - Bergek CNC
Language
One-stop solution for Sheet Metal Fabrication & CNC Machining - Bergek CNC
Recently, I introduced a lot of knowledge about sheet metal bending processing. Today, I will continue to talk to you about what problems need to be paid attention to in the sheet metal bending processing and forming process. The following five aspects are summarized.
After years of solid and rapid development, Bergek CNC has grown into one of the most professional and influential enterprises in China. metal bending fabrication We promise that we provide every customer with high-quality products including metal bending fabrication and comprehensive services. If you want to know more details, we are glad to tell you.The quality of metal bending fabrication is guaranteed.
What are the bending forming process details of sheet metal bending processing?
Recently, I introduced a lot of knowledge about sheet metal bending processing. Today, I will continue to talk to you about what problems need to be paid attention to in the sheet metal bending processing and forming process. The following five aspects are summarized.
Do the semicircle. Make a semicircle on both sides of the bending line first, which can prevent the sheet metal from protruding due to extrusion on both sides of the bending Angle after bending. Convex size and sheet metal thickness, the thicker the material, the more convex, therefore, the diameter of the semicircle are better than 1.5 times the thickness of the material.
Do R Angle. If you do not make R Angle, after many times of stamping, the original right Angle will gradually disappear to form R Angle, but at this time, one side or both sides of R Angle will have a little side length. Therefore, make R Angle before bending, and the Angle inside should be greater than or equal to half of the material thickness. If there is no clear requirement a right Angle, should be processed into an R Angle; In the process of drawing, R Angle should be marked to avoid damage to the mold when the line is stopped.
Make a narrow or open side hole. In order to avoid rough edges, it is necessary to make a narrow hole or edge hole at the turning point between the plane and the bending surface, and the width of the narrow hole should be greater than or equal to 1.5 times the thickness of the meat.
A discount. The discount edge is divided into unilateral and bilateral, compared with unilateral discount, the bilateral discount is more accurate, and the height of the discount edge is greater than 3mm; The parts on the side wall are required to be more than 10mm from the bottom surface; There are side wall opening can not be too close to the bottom surface, to keep above 3mm, otherwise the hole will be deformed by pressure.

It should be deformed after bending. There are two cases of deformation. First, in view of the deformation formed by the force after bending, without affecting other parts, can be added in the bending Angle of 45 degrees of reinforcing additives, increase the strength; Two, because the plate shape is long and narrow type is not easy to keep straight, bending deformation, which can be folded an L or folded two inverted "U" type edge, but sometimes will be interrupted by some factors, can not connect from head to tail, then you can play the right amount of convex ribs to increase its strength.
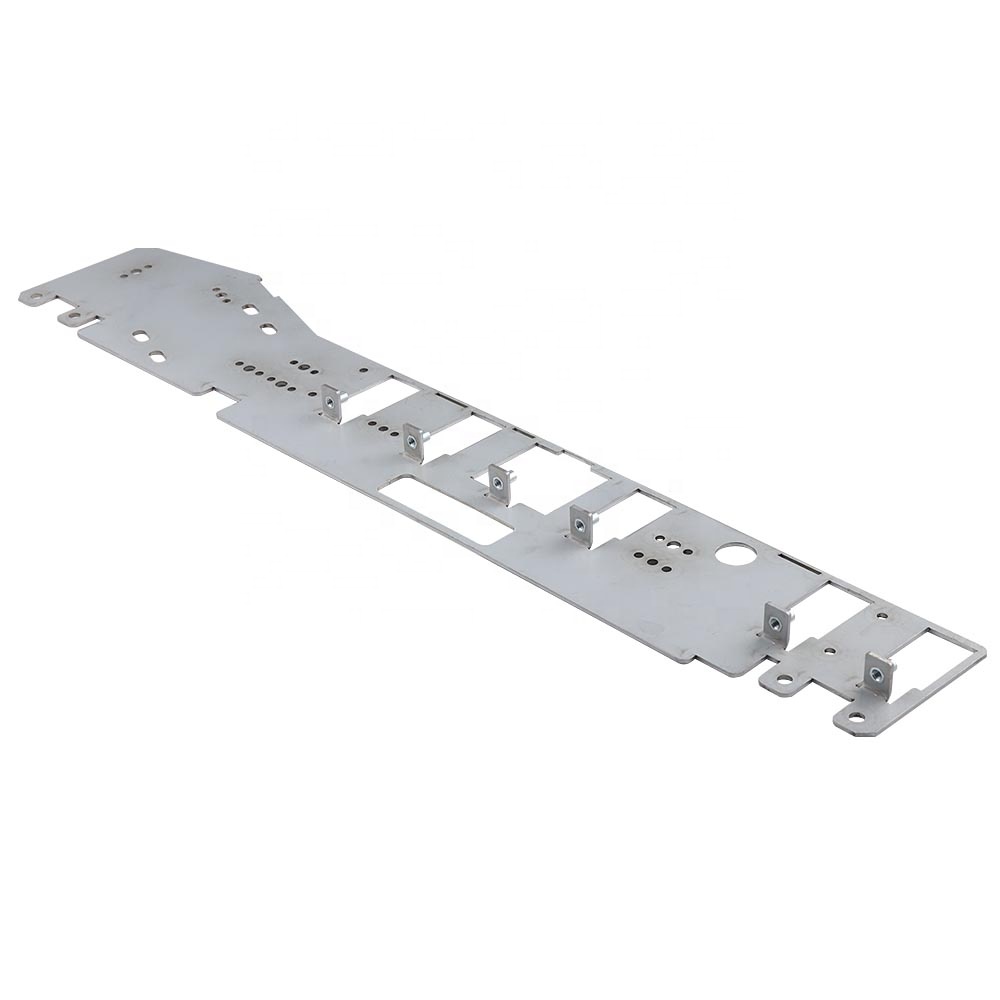
Bending processing molding
The above is to give you a summary of the bending molding process need to pay attention to the aspects, I hope to help you. Bergek processing plant with experience to tell you the small details of sheet metal bending process, so that you can avoid mistakes in the process of operation, but also in strict accordance with customer requirements drawings for processing.
Bergek CNC is a world-class manufacturing service provider in Shenzhen. We have advanced equipment to provide a full range of customized products to manufacturers around the world, specializing in CNC machining and sheet metal processing.
If you have any question,please contact us.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com All Rights Reserved.

