Solution unique pour la fabrication de tôles et l'usinage CNC - Bergek CNC
Langue
Solution unique pour la fabrication de tôles et l'usinage CNC - Bergek CNC
Récemment, j'ai partagé de nombreuses connaissances sur le pliage de la tôle. Aujourd'hui, je vais poursuivre avec vous en abordant les problèmes à prendre en compte lors du pliage et du formage de la tôle. Voici un résumé des cinq points essentiels.
Le service de pliage de tôles d'acier inoxydable garantit une précision et une durabilité élevées grâce au respect rigoureux des directives du processus de pliage, assurant ainsi un formage efficace et minimisant les défauts. Des éléments clés tels que la réalisation soignée de demi-cercles, d'angles en R et le positionnement précis des trous sont essentiels pour préserver l'intégrité de la pièce lors du pliage, réduisant les erreurs et augmentant sa résistance. Grâce à un service en ligne disponible 24h/24 et 7j/7 et à des capacités d'usinage CNC de pointe, les clients bénéficient de solutions sur mesure répondant à leurs spécifications exactes, tout en profitant d'un contrôle qualité professionnel.
**Force de l'équipe : Guide d'expert - Conseils essentiels pour le pliage de tôles d'acier inoxydable**
Notre équipe d'experts possède une vaste expérience et un savoir-faire considérable en matière de pliage de tôles d'acier inoxydable, faisant de ce guide une ressource complète. Grâce à une approche collaborative, chaque membre apporte son expertise unique, faisant de ce guide non pas un simple recueil de conseils, mais le fruit d'un travail d'équipe rigoureux. Nous privilégions la précision, l'efficacité et la sécurité, en proposant des techniques pratiques pour perfectionner vos compétences. Faites confiance à notre expertise collective pour maîtriser l'art du pliage de l'acier inoxydable, optimiser vos projets et obtenir des résultats exceptionnels. Ensemble, nous vous donnons les moyens d'exceller dans la fabrication de tôles.
**La force de l'équipe : le pilier d'un pliage de métal de qualité**
Notre équipe d'experts allie une longue expérience du secteur à un engagement constant envers l'excellence, garantissant ainsi que chaque guide que nous produisons, notamment le « Guide pratique : Conseils essentiels pour le pliage de tôles d'acier inoxydable », reflète les plus hauts standards de qualité et de praticité. Nos spécialistes, aux profils variés en ingénierie, fabrication et conception, favorisent un environnement collaboratif propice à l'innovation. Cette synergie renforce non seulement l'efficacité de nos guides, mais offre également à nos clients des connaissances et des techniques précieuses. Engagée pour la réussite de nos clients, notre équipe excelle dans la simplification des processus complexes en étapes concrètes et applicables, quel que soit leur niveau de compétence.
Quels sont les détails du processus de pliage de pliage de tôle En traitement?
Récemment, j'ai introduit beaucoup de connaissances sur le pliage de tôle En traitement. Aujourd'hui, je vais continuer à vous parler des problèmes qui doivent être résolus prêté attention dans le processus de pliage et de formage de la tôle. La les cinq aspects suivants sont résumés.
Faites le demi-cercle. Faites d'abord un demi-cercle des deux côtés de la ligne de pliage, qui peut empêcher la tôle de dépasser en raison de l'extrusion des deux côtés de l'angle de pliage après pliage. Taille convexe et épaisseur de tôle, la plus le matériau est épais, plus convexe, donc, le diamètre du demi-cercle sont meilleures que 1,5 fois l'épaisseur du matériau.
Faites l'angle R. Si vous ne faites pas d'angle R, après plusieurs fois d'estampage, le L'angle droit d'origine disparaîtra progressivement pour former l'angle R, mais à ce moment, un côté ou les deux côtés de R Angle auront une petite longueur de côté. Par conséquent, faire l'angle R avant de plier, et l'angle à l'intérieur doit être supérieur ou égale à la moitié de l'épaisseur du matériau. S'il n'y a pas d'exigence claire, un angle droit, doit être transformé en un angle R ; En cours de dessin, R L'angle doit être marqué pour éviter d'endommager le moule lorsque la ligne est arrêtée.
Faites un trou latéral étroit ou ouvert. Afin d'éviter les bords rugueux, il est nécessaire de faire un trou étroit ou un trou de bord au point tournant entre le plan et la surface de flexion, et la largeur du trou étroit doit être supérieure ou égale à 1,5 fois l'épaisseur de la viande.
Un rabais. Le bord de remise est divisé en unilatéral et bilatéral, par rapport à la remise unilatérale, la remise bilatérale est plus précise, et la hauteur du bord de remise est supérieure à 3 mm ; Les pièces sur la paroi latérale doivent être à plus de 10 mm de la surface inférieure ; Il y a des parois latérales l'ouverture ne peut pas être trop proche de la surface inférieure, à maintenir au-dessus de 3 mm, sinon le trou sera déformé par la pression.

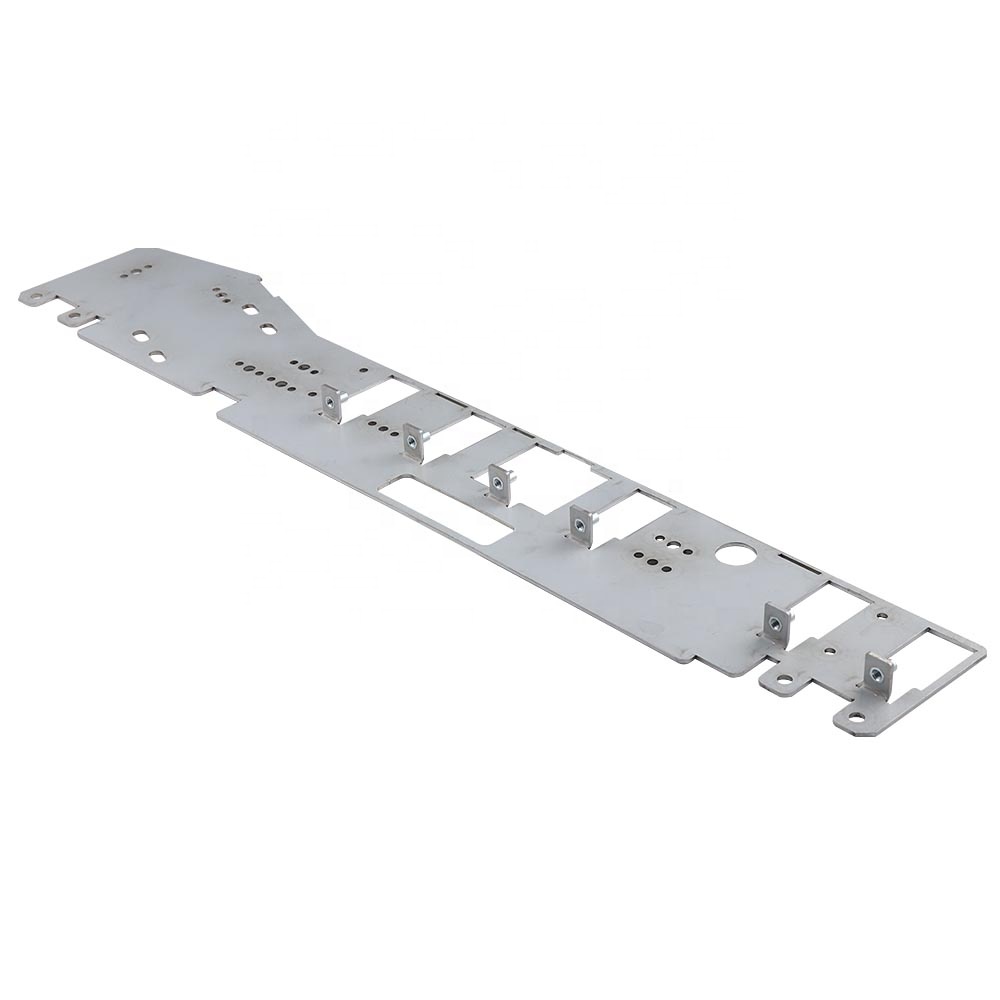
Il doit être déformé après pliage. Il existe deux cas de déformation. Tout d'abord, compte tenu de la déformation formée par l'effort après flexion, sans affectant d'autres pièces, peut être ajouté dans l'angle de flexion de 45 degrés de additifs de renforcement, augmentent la résistance; Deuxièmement, parce que la forme de la plaque est le type long et étroit n'est pas facile à garder droit, déformation en flexion, ce qui peut être plié en L ou plié en deux bords de type "U" inversé, mais sera parfois interrompu par certains facteurs, ne peut pas se connecter de la tête à la queue, alors vous pouvez jouez la bonne quantité de côtes convexes pour augmenter sa force.
Moulage de traitement de cintrage
Ce qui précède est pour vous donner un résumé du processus de moulage par pliage à payer attention aux aspects, j'espère vous aider. Usine de traitement de Bergek avec expérience pour vous dire les petits détails du processus de pliage de tôle, de sorte que vous pouvez éviter les erreurs dans le processus de fonctionnement, mais aussi dans le strict conformément aux dessins des exigences du client pour le traitement.
Bergek CNC est un prestataire de services de fabrication de classe mondiale basé à Shenzhen. Spécialisé dans l'usinage CNC et le traitement de la tôle, nous disposons d'équipements de pointe pour proposer une gamme complète de produits personnalisés aux fabricants du monde entier.
Si vous avez des questions, veuillez nous contacter.

Copyright © 2026 SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com Tous droits réservés.

