शीट मेटल फैब्रिकेशन और सीएनसी मशीनिंग के लिए वन-स्टॉप समाधान - बर्गेक सीएनसी
भाषा: हिन्दी
शीट मेटल फैब्रिकेशन और सीएनसी मशीनिंग के लिए वन-स्टॉप समाधान - बर्गेक सीएनसी
हाल ही में मैंने शीट मेटल बेंडिंग प्रोसेसिंग के बारे में काफी जानकारी दी। आज मैं शीट मेटल बेंडिंग और फॉर्मिंग प्रक्रिया में ध्यान देने योग्य बातों पर चर्चा जारी रखूंगा। निम्नलिखित पांच पहलुओं का सारांश प्रस्तुत है।
हमारी विशेषज्ञ शीट मेटल बेंडिंग फैब्रिकेशन सेवा के साथ अद्वितीय सटीकता का अनुभव करें, जो हर मोड़ में परिशुद्धता को प्राथमिकता देती है, यह सुनिश्चित करते हुए कि प्रत्येक उत्पाद कड़े गुणवत्ता मानकों को पूरा करता है। हमारी प्रक्रिया में सामग्री के विरूपण को रोकने के लिए अर्धवृत्त और आर कोण बनाने जैसी आवश्यक तकनीकें शामिल हैं, साथ ही बेंडिंग के दौरान संरचनात्मक अखंडता को बनाए रखने के लिए नवीन डिज़ाइन समायोजन भी शामिल हैं। उन्नत सीएनसी मशीनिंग और सावधानीपूर्वक शिल्प कौशल के माध्यम से निर्मित गुणवत्ता आश्वासन के प्रति यह प्रतिबद्धता, आपकी विशिष्टताओं के अनुरूप टिकाऊ, उच्च-प्रदर्शन धातु बेंडिंग फैब्रिकेशन में परिणत होती है।
### टीम की ताकत
हमारी विशेषज्ञ शीट मेटल बेंडिंग फैब्रिकेशन सेवा के केंद्र में कुशल पेशेवरों की एक समर्पित टीम है, जिनमें से प्रत्येक के पास धातु कार्य में वर्षों का अनुभव और विशेषज्ञता है। हमारे इंजीनियर और फैब्रिकेटर सटीकता के प्रति प्रतिबद्ध हैं, यह सुनिश्चित करते हुए कि प्रत्येक बेंड सख्त गुणवत्ता मानकों को पूरा करे। हम एक सहयोगात्मक वातावरण में काम करते हैं जहाँ नवाचार को बढ़ावा मिलता है, जिससे हम जटिल परियोजनाओं को कुशलतापूर्वक पूरा कर पाते हैं। निरंतर प्रशिक्षण और उन्नत प्रौद्योगिकी में निवेश हमारी टीम को उद्योग के रुझानों में सबसे आगे रखता है। गुणवत्ता आश्वासन और ग्राहक संतुष्टि पर अटूट ध्यान केंद्रित करते हुए, हमारी टीम आपके विचारों को सावधानीपूर्वक तैयार किए गए उत्पादों में बदल देती है जो उत्कृष्टता के प्रति हमारी प्रतिबद्धता को दर्शाते हैं।
### टीम की ताकत
हमारी विशेषज्ञ शीट मेटल बेंडिंग फैब्रिकेशन सेवा के केंद्र में कुशल पेशेवरों की एक समर्पित टीम है जो सटीकता और शिल्प कौशल का प्रतीक है। हमारे इंजीनियर और फैब्रिकेटर वर्षों के अनुभव और तकनीकी ज्ञान के साथ आते हैं, जिससे यह सुनिश्चित होता है कि प्रत्येक बेंड और कट उच्चतम गुणवत्ता मानकों को पूरा करता है। हम निरंतर प्रशिक्षण और विकास में विश्वास रखते हैं, जिससे हमारी टीम उद्योग की नवीनतम प्रगति से अवगत रहती है। उत्कृष्टता के प्रति हमारी यह प्रतिबद्धता आपकी विशिष्ट आवश्यकताओं के अनुरूप नवीन समाधानों को बढ़ावा देती है, जिससे आपको विश्वसनीय और सटीक परिणाम मिलते हैं जिन पर आप भरोसा कर सकते हैं। सहयोगात्मक भावना और बारीकियों पर ध्यान देते हुए, हमारी टीम आपके विज़न को वास्तविकता में बदल देती है, जिससे हमारी अद्वितीय सेवा और स्थायित्व की प्रतिष्ठा और मजबूत होती है।
शीट धातु झुकने के झुकने की प्रक्रिया विवरण क्या हैं? प्रसंस्करण?
हाल ही में, मैंने शीट मेटल बेंडिंग के बारे में बहुत सारी जानकारी पेश की प्रसंस्करण। आज मैं आपसे बात करना जारी रखूंगा कि क्या समस्याएं होनी चाहिए शीट धातु झुकने प्रसंस्करण और बनाने की प्रक्रिया में ध्यान दिया। निम्नलिखित पाँच पहलुओं को संक्षेप में प्रस्तुत किया गया है।
अर्धवृत्त करें। पहले झुकने वाली रेखा के दोनों ओर अर्धवृत्त बना लें, जो शीट धातु को दोनों तरफ से बाहर निकालने के कारण बाहर निकलने से रोक सकता है झुकने के बाद झुकने वाले कोण का। उत्तल आकार और शीट धातु की मोटाई, सामग्री जितनी मोटी होगी, उतना ही उत्तल होगा, इसलिए अर्धवृत्त का व्यास सामग्री की मोटाई के 1.5 गुना से बेहतर हैं।
डू आर एंगल। यदि आप कई बार स्टैम्पिंग करने के बाद भी R एंगल नहीं बनाते हैं, तो मूल समकोण धीरे-धीरे गायब होकर R कोण बन जाएगा, लेकिन इस समय, एक तरफ या आर कोण के दोनों किनारों की थोड़ी सी तरफ की लंबाई होगी। इसलिए, झुकने से पहले R कोण बनाएं, और अंदर का कोण or . से बड़ा होना चाहिए सामग्री की मोटाई के आधे के बराबर। यदि कोई स्पष्ट आवश्यकता नहीं है a समकोण, को R कोण में संसाधित किया जाना चाहिए; ड्राइंग की प्रक्रिया में, R लाइन बंद होने पर मोल्ड को नुकसान से बचने के लिए कोण को चिह्नित किया जाना चाहिए।
एक संकीर्ण या खुला साइड होल बनाएं। खुरदुरे किनारों से बचने के लिए, यह है के बीच के मोड़ पर एक संकीर्ण छेद या किनारे का छेद बनाने के लिए आवश्यक है विमान और झुकने वाली सतह, और संकीर्ण छेद की चौड़ाई होनी चाहिए मांस की मोटाई के 1.5 गुना से अधिक या उसके बराबर।
छूट। डिस्काउंट एज को एकतरफा और द्विपक्षीय में बांटा गया है, एकतरफा छूट की तुलना में, द्विपक्षीय छूट अधिक सटीक है, और छूट के किनारे की ऊंचाई 3 मिमी से अधिक है; साइड की दीवार पर पुर्जे नीचे की सतह से 10 मिमी से अधिक होना आवश्यक है; साइड वॉल हैं उद्घाटन 3 मिमी से ऊपर रखने के लिए, नीचे की सतह के बहुत करीब नहीं हो सकता है, अन्यथा छेद दबाव से विकृत हो जाएगा।

झुकने के बाद इसे विकृत किया जाना चाहिए। विकृति के दो मामले हैं। सबसे पहले, झुकने के बाद बल द्वारा गठित विरूपण को देखते हुए, बिना अन्य भागों को प्रभावित करते हुए, 45 डिग्री के झुकने वाले कोण में जोड़ा जा सकता है एडिटिव्स को मजबूत करना, ताकत बढ़ाना; दो, क्योंकि प्लेट का आकार है लंबे और संकीर्ण प्रकार को सीधा रखना आसान नहीं है, विरूपण झुकना, जो एक एल या दो उल्टे "यू" प्रकार के किनारे को मोड़ा जा सकता है, लेकिन कभी-कभी होगा कुछ कारकों से बाधित, सिर से पूंछ तक नहीं जुड़ सकता, तो आप कर सकते हैं अपनी ताकत बढ़ाने के लिए उत्तल पसलियों की सही मात्रा में खेलें।
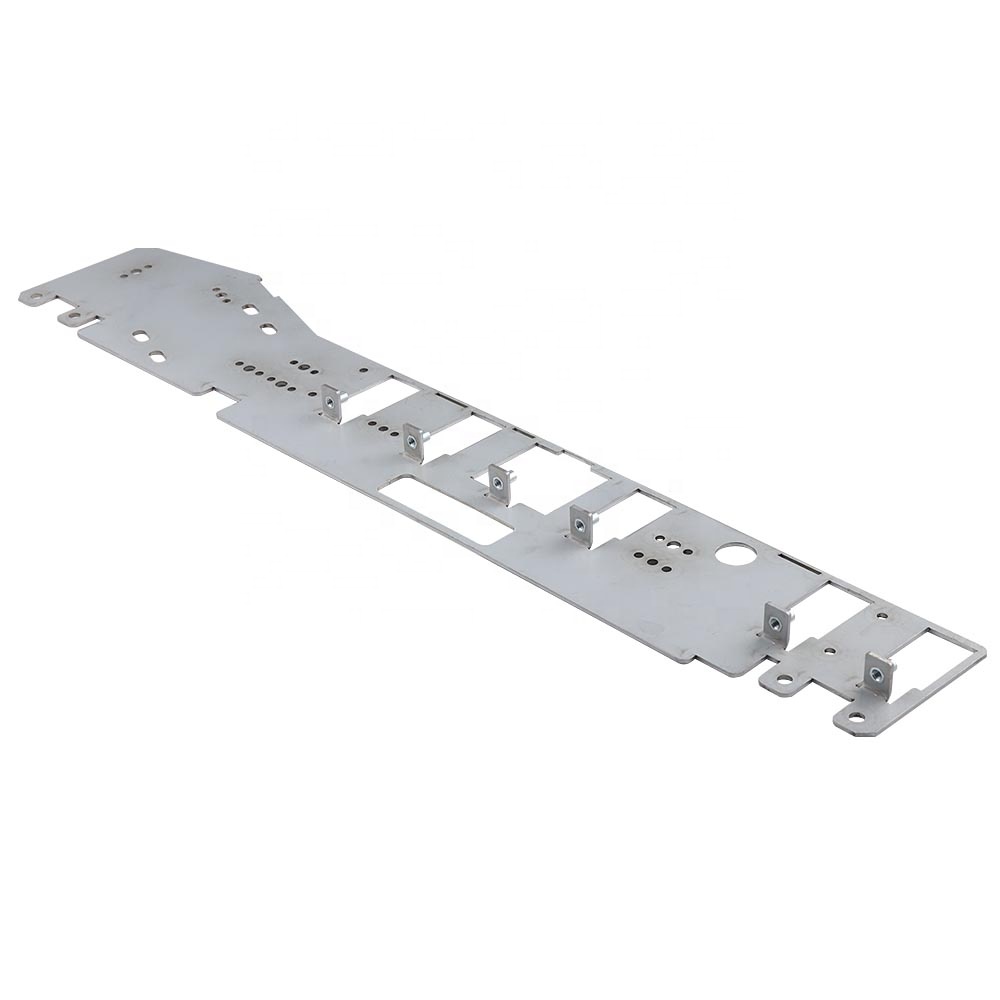
झुकने प्रसंस्करण मोल्डिंग
उपरोक्त आपको झुकने वाली मोल्डिंग प्रक्रिया का सारांश देने के लिए भुगतान करने की आवश्यकता है पहलुओं पर ध्यान दें, मुझे आपकी मदद करने की उम्मीद है। बर्गेक प्रसंस्करण संयंत्र के साथ आपको शीट धातु झुकने की प्रक्रिया के छोटे विवरण बताने का अनुभव है, ताकि आप ऑपरेशन की प्रक्रिया में गलतियों से बच सकते हैं, लेकिन सख्ती से भी प्रसंस्करण के लिए ग्राहकों की आवश्यकताओं के अनुसार चित्र।
बर्गेक सीएनसी शेन्ज़ेन में एक विश्वस्तरीय विनिर्माण सेवा प्रदाता है। हमारे पास दुनिया भर के निर्माताओं को अनुकूलित उत्पादों की एक पूरी श्रृंखला प्रदान करने के लिए उन्नत उपकरण हैं, जो सीएनसी मशीनिंग और शीट मेटल प्रोसेसिंग में विशेषज्ञता रखते हैं।
अगर आपके कोई भी सवाल है, तो हमसे संपर्क करें।

कॉपीराइट © 2026 शेन्ज़ेन बर्गेक टेक्नोलॉजी कंपनी लिमिटेड - www.bergekcnc.com सर्वाधिकार सुरक्षित।

