حل شامل لتصنيع الصفائح المعدنية والتشغيل الآلي باستخدام الحاسب الآلي - Bergek CNC
لغة
حل شامل لتصنيع الصفائح المعدنية والتشغيل الآلي باستخدام الحاسب الآلي - Bergek CNC
لقد قدّمتُ مؤخرًا معلوماتٍ قيّمة حول معالجة ثني الصفائح المعدنية. واليوم، سأواصل حديثي معكم حول المشاكل التي يجب مراعاتها في عملية معالجة وتشكيل ثني الصفائح المعدنية. وفيما يلي ملخصٌ للجوانب الخمسة التالية.
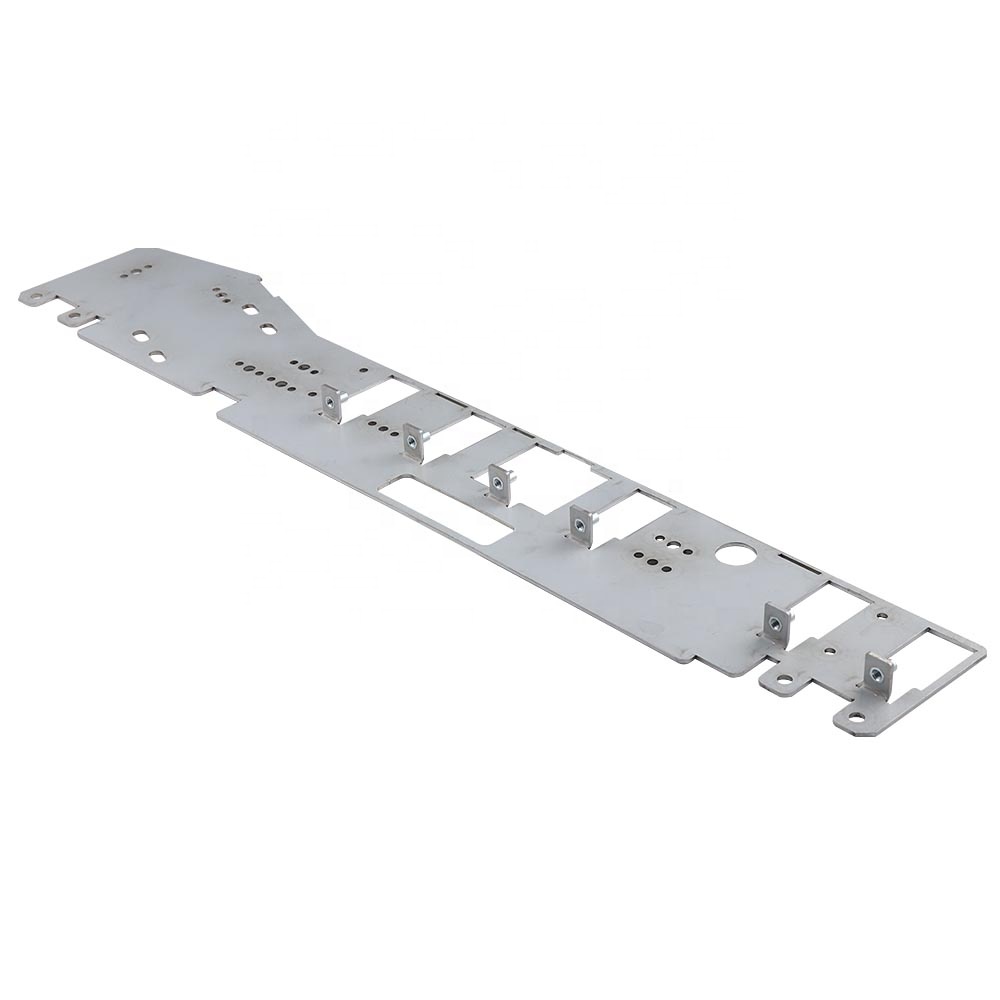
توفر خدمة فرامل الصفائح المعدنية هذه تشكيلًا دقيقًا من خلال أطراف رئيسية لمعالجة الانحناء. مع التركيز على تشكيل نصف الدائرة، وزاوية R، وإنشاء الثقوب، والحواف المدببة، يضمن هذا المنتج نتائج دقيقة ومتينة. يعمل المنتج عن طريق تشويه عمود الانحناء المعدني بشكل استراتيجي لتعزيز القوة والثبات.
قوة الفريق ضرورية في عملية ثني الصفائح المعدنية، إذ تتطلب الدقة والتنسيق لتحقيق النتائج المرجوة. يتمتع فريقنا من المصنّعين والمهندسين الخبراء بسنوات من الخبرة والكفاءة لضمان دقة التشكيل. بفضل عملهم المتكامل، يتمكنون من معالجة مشاريع الثني المعقدة بسهولة وكفاءة. يتيح نهجهم التعاوني حل المشكلات بسرعة وتقديم حلول مبتكرة، مما ينتج عنه منتجات عالية الجودة تلبي توقعات العملاء وتتجاوزها. بفضل قاعدة متينة من العمل الجماعي، يتمكن فريقنا من تحقيق نتائج استثنائية باستمرار في ثني الصفائح المعدنية، مما يجعلنا شريكًا موثوقًا به لجميع احتياجاتكم من التشكيل.
قوة الفريق أمرٌ بالغ الأهمية في مجال ثني الصفائح المعدنية، حيث تُعدّ الدقة والإتقان أمرًا بالغ الأهمية. يتعاون فريقنا من المحترفين ذوي الخبرة بسلاسة لضمان أعلى جودة في تشكيل الصفائح المعدنية. بفضل فهمنا العميق لتعقيدات العملية، يجمع فريقنا خبراته ومهاراته لتحقيق نتائج لا تشوبها شائبة. من خلال العمل معًا بتناغم، نتمكن من مواجهة التحديات بكفاءة وإيجاد حلول مبتكرة لتلبية احتياجات عملائنا. تكمن قوة فريقنا في تفانيهم واهتمامهم بالتفاصيل والتزامهم بالتميز، مما يضمن ثني صفائح معدنية دقيقة وخالية من العيوب في كل مرة.
ما هي تفاصيل عملية تشكيل الانحناء لثني الصفائح المعدنية يتم المعالجة؟
في الآونة الأخيرة ، قدمت الكثير من المعرفة حول ثني الصفائح المعدنية يتم المعالجة. اليوم ، سأستمر في الحديث إليكم حول المشاكل التي يجب أن تكون الانتباه إلى عملية ثني الصفائح المعدنية وعملية التشكيل. ال يتم تلخيص الجوانب الخمسة التالية.
قم بعمل نصف الدائرة. قم بعمل نصف دائرة على جانبي خط الانحناء أولاً ، والتي يمكن أن تمنع الصفائح المعدنية من البروز بسبب البثق على كلا الجانبين من زاوية الانحناء بعد الانحناء. حجم محدب وسمك الصفائح المعدنية ، و أكثر سمكًا ، كلما كان قطر نصف الدائرة أكثر محدبًا أفضل من سمك المادة 1.5 مرة.
هل زاوية R. إذا لم تقم بعمل زاوية R ، بعد عدة مرات من الختم ، فإن ملف ستختفي الزاوية اليمنى الأصلية تدريجيًا لتشكل زاوية R ، ولكن في هذا الوقت ، جانب واحد أو كلا جانبي زاوية R سيكون له طول ضلع صغير. وبالتالي، اصنع زاوية R قبل الانحناء ، والزاوية الداخلية يجب أن تكون أكبر من أو يساوي نصف سمك المادة. إذا لم يكن هناك شرط واضح أ الزاوية اليمنى ، يجب معالجتها في زاوية R ؛ في عملية الرسم ، R يجب وضع علامة على الزاوية لتجنب تلف القالب عند توقف الخط.
اصنع ثقبًا جانبيًا ضيقًا أو مفتوحًا. من أجل تجنب الحواف الخشنة ، فهي كذلك ضروري لعمل ثقب ضيق أو فتحة حافة عند نقطة التحول بين يجب أن يكون المستوى وسطح الانحناء ، وعرض الفتحة الضيقة أكبر من أو يساوي 1.5 ضعف سمك اللحم.
خصم. تنقسم ميزة الخصم إلى أحادية وثنائية ، بالمقارنة مع الخصم من جانب واحد ، يكون الخصم الثنائي أكثر دقة ، و ارتفاع حافة الخصم أكبر من 3 مم ؛ الأجزاء الموجودة على الجدار الجانبي يجب أن تكون أكثر من 10 مم من السطح السفلي ؛ يوجد جدار جانبي لا يمكن أن يكون الفتح قريبًا جدًا من السطح السفلي ، بحيث يظل أعلى من 3 مم ، وإلا سوف يتشوه الثقب بالضغط.

يجب أن يتشوه بعد الانحناء. هناك نوعان من حالات التشوه. أولاً ، في ضوء التشوه الناتج عن القوة بعد الانحناء ، بدون تؤثر على الأجزاء الأخرى ، ويمكن إضافتها في زاوية الانحناء 45 درجة إضافات تقوية ، زيادة القوة ؛ الثاني ، لأن شكل اللوحة هو النوع الطويل والضيق ليس من السهل الحفاظ على تشوه منحني مستقيم ، والذي يمكن طيها بحرف L أو حافتين مقلوبتين من النوع "U" ، ولكن في بعض الأحيان تكون كذلك توقف من قبل بعض العوامل ، لا يمكن الاتصال من الرأس إلى الذيل ، ثم يمكنك ذلك قم بتشغيل الكمية المناسبة من الأضلاع المحدبة لزيادة قوتها.
صب معالجة الانحناء
ما ورد أعلاه هو تقديم ملخص لعملية القولبة الانحناء التي تحتاج إلى دفعها الاهتمام بالجوانب ، آمل أن أساعدك. معمل معالجة بيرجيك تجربة لإخبارك بالتفاصيل الصغيرة لعملية ثني الصفائح المعدنية ، بحيث يمكنك تجنب الأخطاء في عملية التشغيل ، ولكن أيضًا بشكل صارم وفقًا لرسومات متطلبات العملاء للمعالجة.
شركة Bergek CNC هي شركة رائدة عالميًا في مجال خدمات التصنيع في شنتشن. نمتلك معدات متطورة لتوفير مجموعة كاملة من المنتجات المخصصة للمصنعين حول العالم، ونتخصص في تصنيع الآلات باستخدام الحاسب الآلي ومعالجة الصفائح المعدنية.
إذا كان لديك أي سؤال، يرجى الاتصال بنا.

جميع الحقوق محفوظة © 2026 لشركة SHENZHEN BERGEK TECHNOLOGY CO., LTD. - www.bergekcnc.com.

